1. Introduction
Management systems incorporating Supply Chain Management have become a popular approach. Yet these projects tend to require very substantial investment in IT and/or production facilities, which makes it difficult for any chief executive to take the decision to proceed in today’s uncertain economic conditions. On the other hand, TPM-SCM is accurately summarized by the slogan “Maximum Effects (i.e. maximum utilization of assets) from Minimum Investment”. This means that by enhancing the skills of existing employees, it can raise asset value by means of small-group activities that bring continuous improvements to current assets and systems, thereby contributing to the corporate interest at a relatively low cost.
TPM activities at your company can be defined in three stages, from Level I to III. Beginning with factories awarded the TPM Consistent Award, the fields of activities should be expanded to target Plan-Source-Make-Deliver fields. Expertise developed in TPM-MAKE will shift the thinking from people/things/facilities to people/things/systems and introduce a variety of significant changes. This means moving up from the efficiency of individuals to optimization of efficiency overall, and improving reliability at the same time, as is the case in the TPM-MAKE stage.
Ever since the practice of TPM became widespread, the scope of its activities has also expanded — from manufacturing alone to related fields such as production engineering or product development. Some leading Japanese companies also place administration, indirect departments, and even sales under the TPM umbrella, to spread its effect throughout the organization.
TPM characteristics include:
- Development of a corporate culture that pursues efficiency throughout the production system.
- Development of detailed systems within specific sections or processes to eliminate and prevent all types of losses in all parts of the production system by achieving zero accident, zero defect, and zero breakdowns, etc.
- Universal application, from Manufacturing to Sourcing, Logistics, R&D, Sales, Administration, and every other department.
- Universal employee participation at every level.
- Achievement of zero loss by working in small groups that may be either cross-functional or wholly within a particular section.
Compared to conventional TPM-MAKE, TPM-SCM seeks improvements by focusing on losses in management resources — people, equipment, financial assets (cost, cash), and information. A key feature of TPM-SCM is that improvements can be sustained (and further improvements achieved) by employees trained through TPM activities.
This report also focuses on the organization and operation required to implement TPM-SCM. As in TPM-MAKE, these are both critical to the conduct of systematic deployment, as is the establishment of a promotion office exclusively concerned with TPM activities.
Finally, it should be noted that the program targeted elements of the Plan-Source-Make-Deliver axis (order taking for Autonomous Maintenance, demand planning, stock management, and synchronized production focused on a product line for Focused Improvement), not the Delivery Depot or the demand chain beyond the customers. This report includes a summary of feedback from experience derived from the program.
2. Outlines of TPM in Supply Chain Management (TPM-SCM)
2-1 Objective
The objective of TPM-SCM is to design an overall optimization of the supply chain operation by improving employees’ skills, and simultaneously promoting further and continuous improvement by addressing all forms of loss within the business process (from the suppliers to the customers).
2-2 Goals
The total elimination of loss is not only pursued in the conventional area of Make but also in Plan, Source, and Deliver. The major goals are:
- Cost reduction
- Efficient utilization of resources
- Improved customer satisfaction
- Improved employee satisfaction
- New product support
2-3 Concept
There are currently 5 levels of the award set for TPM.
- TPM Excellence Award
- TPM Consistent Award
- TPM Special Award
- TPM Advanced Special Award
- TPM World Class Award
They are:
TPM identifies specific phases of activity toward these awards:
- TPM Part 1 – Up to TPM Excellence Award
- TPM Part 2 – Up to TPM Special Award
- TPM Part 3 – Up to TPM World Class Award
Charts 1 and 2 show the TPM phase concept and its scope at each level.

Chart 2 Example of TPM Levels & Scope

The scope of activities is decided based on a strategy (which varies according to the industry to which the company belongs), the business environment, and the company’s particular situation. Your company might be reviewing possible expansion into areas of the supply chain, but a semiconductor company might find it more appropriate to emphasize technical innovation and focus its activities on new product development with super-reduced lead-time.
A very general definition of TPM activities per phase is:
- TPM Excellence Award: Raising efficiency in facilities
- TPM Consistent Award: Raising efficiency in the factory
- TPM Special Award: Raising efficiency in the supply chain
Chart 3 shows the award stages of TPM.

The TPM-SCM program featured in this report is concerned with business units, following attainment of the Consistent Award and while aiming for the Special Award. Activities leading up to the Consistent Award must include completion of minimum production L/T, minimum production cost, and detection of losses in all sections related to the Make process.
2-4 Losses in Supply Chain
In the areas of Plan-Source-Deliver, the concept of loss is applied to people /things/facilities including systems as same as the Make area. Also same as TPM-MAKE, the basic idea of the loss concept in TPM-SCM is loss classification by time, performance, and quality in each loss category.
Losses in facilities are visible to the eye, but losses within a system are much harder to visualize. For this reason, it is necessary to establish clear concepts and definitions (as in TPM-MAKE) to understand the precise nature of a loss in TPM-SCM.
Let’s start by looking at the categorization of losses which are defined as either function loss or process loss (Chart 4).

Function Loss
A function loss is one that is found entirely within a given function (section/department) and which can also be improved entirely within that function. The majority of losses in TPM-MAKE are of this kind i.e. 6 big losses.
Since Plan-Source-Deliver areas are indirect departments or sections, their work is primarily administrative in character. Therefore, in order to build a comprehensible loss structure, we must start by identifying losses in the actual work which people do.
An example of function loss structure is given in the following Chart 5 Personnel Loss, with applicable definitions.

Based on the above definition, against the OEE for equipment in TPM-MAKE, the “Overall Work Efficiency” for human work is calculated as follows:

Process Loss
A process loss is one that reduces efficiency in two or more separate functions across the Plan-Source-Make-Deliver axis. A process loss cannot be improved entirely within one single function but must be tackled on a cross-functional basis.
For instance, a stock loss may be due to a demand forecasting error, a production planning mistake, or a production lot whose quantity was excessive (perhaps due to seeking greater efficiency in Make). At any rate, the cause of a stock loss cannot be traced to a single function. It must be defined as a process loss and tackled as such right across the supply chain process. Examples of process loss structure are given in the following Chart 6 Stock Loss, Chart 7 Out-of-Stock Loss, Chart 8 Yield Loss, Chart 9 Lead-time Loss, with applicable definitions.
Chart 6 Loss Definition – Stock Loss Concept
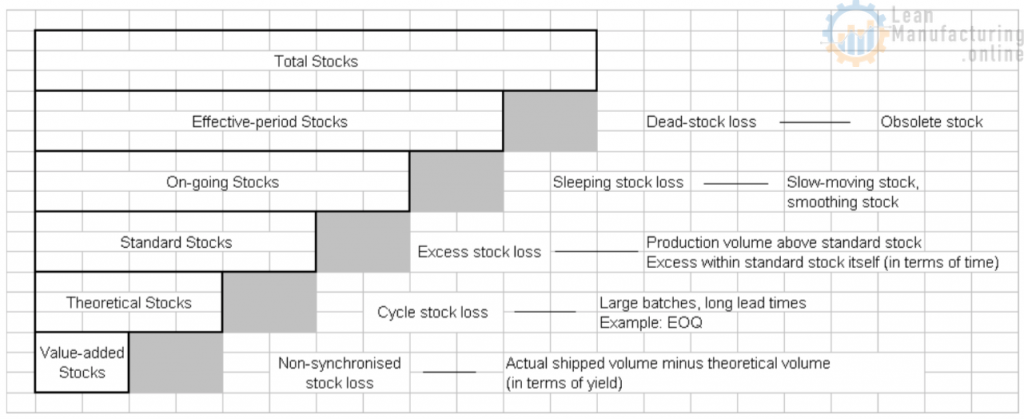
Chart 7 Loss Definition – Out-of Stocks Concept

Chart 8 Loss Definition – Yield Loss Concept

Chart 9 Loss Definition – Lead-time Loss Concept

2-5 Qualification List for TPM Awards
The qualifications are:
- JIPM membership
- TPM Excellence Award: Activities recorded over more than 3 years.
- TPM Continuation Award:(Usually) at least 2 years after receiving TPM Excellence Award, during which TPM has been maintained, continued, and improved.
- TPM Special Award:(Usually) more than 3 years after receiving TPM Excellence Award (and more than 1 year after TPM Continuation Award), with substantial improvement of TPM activity content, distinct and original activities, and sound results.
- TPM Advanced Special Award:
(Usually) more than 2 years after receiving TPM Special Award, with evidence showing further improvement of TPM activities in progress, in pursuit of the TPM World Class Award. - TPM World Class Award:
(Usually) more than 3 years after receiving TPM Special Award (more than 1 year after TPM Advanced Special Award), with evidence of distinct TPM activities in progress and sound results.
In addition, only those companies that meet the standards assigned for each level of TPM award are qualified to challenge for that award. For each TPM award, specific criteria are set for activities at each level.









4M Analysis Process
The purpose of this procedure is to define the steps to do a 4M …


