Since maintenance encompasses such a wide range of complex activities, from daily routine maintenance through equipment inspection and repair to corrective maintenance, good results cannot be achieved if people try to do it on their own. It is essential for each company to create a comprehensive set of maintenance standards embodying the experience and technology relevant to their particular circumstances. This is also a prerequisite for accumulating and disseminating maintenance techniques and skills.
(1) Types of maintenance standard
Maintenance standards can be classified broadly into three types according to their particular function: maintenance management standards, equipment maintenance standards, and maintenance work standards. Table “The Three Main Types of Maintenance Standard” gives further details of these.

(2) Standardization issues, and key points for improvement
- There is no point in having standards unless they are put into practice. Each company must do its own careful research, ensuring that it formulates standards appropriate to the levels of the organization, management, and technology that it possesses.
- Maintenance management standards
- The overall operation and management of maintenance must be standardized to ensure compatibility among the various individual maintenance systems since this is what these systems are based on.
- Maintenance management standards often focus on how to get things done, without clearly specifying who is responsible for what. It is particularly important to base the maintenance standards on giving responsibility for managing the maintenance of individual equipment units to the production lines, under the umbrella of Autonomous Maintenance.
- Equipment maintenance standards
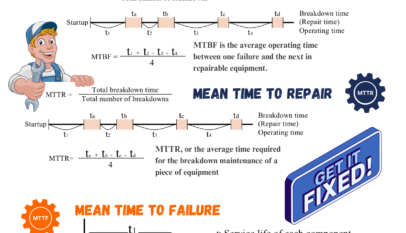
- When preparing inspection standards, the most important thing is to decide what is to be inspected and how often it is to be inspected. Before this can be done, the MTBF figures for each part of the equipment must be analyzed and efforts made to extend its working life through corrective maintenance (see Figure “Extend Lifetime Through Corrective Maintenance“).
- It is not efficient to maintain all units to the same level. Standards should be created for the most important items of equipment first.
- Inspection standards should be written in a format that helps data recording and avoids having to create separate record sheets. If necessary, they should also include drawings and photographs to indicate the inspection points clearly.
- Standards for assessing and restoring conditions should be stated in terms of specific values and quantities in order to eliminate differences in the way different operators do the job.
- It is important to establish substitute characteristics by looking at how changes in quality characteristics related to equipment performance, how deterioration relates to failure, and so on, in order to reduce the number of items that must be inspected whilst still achieving the maintenance objective.
- Keep maintenance standards up-to-date Maintenance standards are a barometer indicating the level of maintenance technology achieved. However, as the company’s organization and operations become more efficient, and improvements are made both to the equipment and to the technical and managerial methods used to maintain it, maintenance standards can easily become outdated. They are also valuable teaching materials, so, besides making sure that easily- followed procedures are in place for revising existing standards, writing new ones, and discussing what additions and modifications (both technical and managerial) are required, clear and precise rules should be laid down for revising the standards thoroughly at least once a year.
(3) Maintenance Planning
1 Why are maintenance plans needed?
A company must have maintenance plans and schedules to ensure that the maintenance program is advanced efficiently, reliably, and cost-effectively in harmony with the firm’s production schedules and maintenance capabilities. Maintenance plans and schedules should cover the items listed below:
- Maintenance tasks to be carried out regularly, as a matter of routine (cleaning, checking, lubricating, replacing components, adjusting).
- Periodic inspections and shutdown maintenance.
- Restoration or repair work arising from checking or inspection.
- Corrective maintenance (for improving product quality and enhancing operability, maintainability, safety, and cost-effectiveness).
- Improvements for correcting failures and stopping them from recurring.
2 Maintenance plan sub-categories
As Figure “Maintenance Plan Sub-Categories” illustrates, the overall maintenance plan can be divided up according to the maintenance functions and time intervals involved, into maintenance plans prepared by the department responsible for overseeing the maintenance function, and a series of work schedules prepared by the department actually responsible for carrying out the work.



(4) Daily countermeasures
In the best of all worlds, the maintenance department will fulfill its role down to the last detail by rapidly gathering all information relating to each equipment failure (or minor stop that is the fault of the equipment), identifying the true causes behind it, finding and installing a permanent solution, and ensuring that the problem never recurs by deciding who will be responsible for the appropriate maintenance and revising the maintenance standards accordingly. It is particularly important to identify the true causes of failures.
Figure “Maintenance Record (example)” shows a typical format of a maintenance record used for doing this. The key points to note in implementing daily countermeasures are listed below.
- The failure phenomenon (what has actually occurred) must be ascertained accurately by examining the actual equipment and materials in the actual spot where the failure happened. Causes are particularly hard to identify in the case of intermittent faults, or failures that automatically correct themselves, but the source of the problem will always lie somewhere. To pinpoint that source, it is essential to subject to close scrutiny the structure of the equipment and components, their individual properties, and the conditions under which they are used.
- Identifying causes requires the causal structure (whether it consists of single, multiple, or complex causes) to be investigated in relation to the equipment mechanisms. P-M Analysis is useful for studying complex causal relationships.
- Possible improvements are studied with the aim of increasing reliability at diagnosed weak points in the equipment, and proposals for preventing recurrence are put forward.
- The previous three points are crucial for preventing breakdowns from recurring. They should not be left up to individual maintenance workers, but rather require a comprehensive design review process that draws on the technical knowledge and skills of department, area, and line managers, as well as designers.
- The right-first-time rate for the action taken against equipment failures should be monitored with the aim of ensuring that countermeasures are actively promoted, permanent solutions are implemented, maintenance standards are revised where necessary, and all improvements are consolidated rapidly and securely.


(5) Managing the actual maintenance work
1 Delay can occur in the supply of components. An order may simply be forgotten, deliveries may come in late, or components may turn out to be defective. Components must be managed reliably to prevent problems like these.
2 Tasks will be left uncompleted or done late if there are not enough staff. If this is the case, either the workload for each person or trade should be estimated and steps taken to reduce it (for instance, by employing more contract workers), or a priority ranking should be assigned to each item and the schedule reviewed. It is important to set up a system that includes provisions for subcontracting, to enable extra staff to be drafted in rapidly if the work falls behind schedule. The particular characteristics of the maintenance work must be taken into account when bringing in labour from outside.
3 Large-scale maintenance tasks, in particular, often take up a great deal of time, as they require lengthy preparation and collaboration between different trades. To prevent delays and waste of labour, a PERT chart (see Figure “Example of PERT Chart”) or another planning tool (such as a Gantt chart – see Figure “Example of Gantt Chart”) should be used to create an individual work schedule for this type of job.


4 Periodic shutdowns, and repair tasks relating to specific breakdowns, both present an opportunity to make improvements such as extending equipment life, improving maintainability, shortening repair times, etc. These improvements might include:
- Treating the surfaces of shafts and axles to reduce wear
- Introducing easily replaceable components and units
- Replacing permanent cable and pipe joints with quick-release ones
5 Maintenance work necessitates a lot of moving and carrying, but there are many ways in which it can be made more efficient, e.g. by improving the storage, location, and method of transportation of tools and materials, the assignment of maintenance personnel to tasks, and so on (the operating efficiency of maintenance work is generally around 30 – 40%).
6 Before individual maintenance tasks are actually started, every effort should be made to reduce the time and cost required. This can be done by employing various analytical methods, such as time and motion studies, performance monitoring, standard time data, or experience-based estimates. At the same time, the maintenance system should state exactly who is responsible for managing the work on-site and ensuring that it is completed on time and within budget.
(6) Managing the preparation and implementation of maintenance schedules
- Ideally, the production department should be responsible for drawing up maintenance schedules in cooperation with the maintenance department, based on the systems it (the production department) has developed for managing its own equipment.
- Annual maintenance work schedules should be drafted for selected key machines only, to enable them to be maintained effectively using the limited financial and labor resources available. The units chosen should be reviewed annually, as their importance may vary with changes in the production schedule, modification of existing equipment, or the introduction of new equipment, or as a result of the benefits achieved through good maintenance.
- When drafting a maintenance schedule, it is important to find ways of reducing the overall maintenance burden. Appropriate maintenance intervals should be determined by examining historical records of periodic inspection and repair work, and improvements should be introduced to extend those intervals wherever possible.
- Once completed, a maintenance schedule may still be affected by changes in the production schedule or other factors, and items may well have to be added during its implementation. It will only serve its purpose if fine-tuned in response to these changes. Amendments can be highlighted by using a different color.
- For the monthly maintenance schedule, a card index system should be set up for tasks repeated at fixed intervals, whilst special individual forms are used for other tasks. Weekly and daily progress can then be monitored by using a card rack.
It is important to use visual management techniques for monitoring progress. The cards should first be inserted into an annual maintenance calendar and then allocated successively to monthly maintenance calendars according to the month in which the task is to be carried out. This displays the maintenance schedule visually and allows progress to be monitored and delays seen at a glance by removing cards as they are completed. Figures “Determining Inspection Frequency (Example)” illustrate a system of this kind.











4M Analysis Process
The purpose of this procedure is to define the steps to do a 4M …


