The Deep KAIZEN Approach to Minor Stops (Identifying Phenomena)
1. The 6 ‘Gens’
- “Gen ba” 現場 – The Precise Location Go to the actual place where the problem occurs and examine everything carefully.
- “Gen butsu” 現物 – The Evidence View the actual objects, parts, and materials involved in the problem.
- “Gen shou” 現象 – The Phenomenon Obtain an accurate, quantified understanding of the facts through close observation.
- “Gen ri” 原理 – The Principles Establish the mechanical principles that govern the operation.
- “Gen soku” 原則 – The Parameters Determine the conditions under which the operation must take place for no problems to occur.
- “Gen in” 原因 – The Causes Identify the reasons why the problems occur.
All problems turn up on the shop floor. So all their solutions are also to be found on the shop floor. Which type of person are you:
- Someone who creates problems on the shop floor?
- Someone who carefully observes what is happening on the shop floor?
- Someone who does not know what is going on on the shop floor?
2. Describing the phenomenon as a completed event – collecting data
‘Post-facto’ description: Since data on a minor stop can only be collected once the minor stop has happened, all such data is ‘post-facto’, i.e. collected after the fact.
Example:
When being moved along a conveyor (WHEN), a bottle (WHAT or WHO) touches a guide rail (WHERE) and falls over (HOW), producing a minor stop.
Key Points:
- Note exactly what happened without asking.
“Why?” at this stage:
- Using standardized descriptions makes it easier to share the information.
3. Describing the phenomenon as an event in progress
‘In progress’ description: Look at the ‘HOW’ in the ‘post-facto’ description of the phenomenon, and ask “Why?”. Express the process by which the phenomenon occurs as a series of reasons (HOW 1, HOW 2, HOW 3, etc.), like a verbal description of a video showing the phenomenon actually taking place.
Example:
When being moved along a conveyor (WHEN), an empty bottle (WHAT or WHO) spins as it is transferred onto the next conveyor (HOW 1); the widest part of its shoulder touches the narrowest part of the guide rail (WHERE), and the twisting force generated as the bottle tries to return to the correct position causes it to fall (HOW 2), producing a minor stop.
How to describe phenomena as ‘events in progress’
Observation techniques
- Observe directly with the naked eye or use a magnifying device
- Record the phenomenon with a camera and observe the image on a TV screen
- Use high-speed video equipment
The use of video is very helpful in the following situations:
- When team members need to watch the events being replayed to reach a common perception of what is going on;
- When the phenomenon needs to be observed repeatedly, or when individual actions must be observed to see if they are being properly completed;
- When the phenomenon happens so infrequently that it is impractical to wait for it.
The Deep KAIZEN Approach to Minor Stops (Converting to a Physical Quantity)
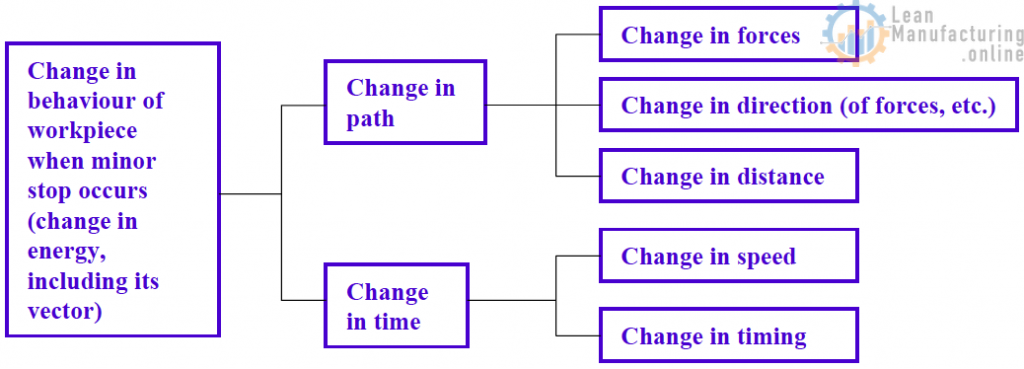
4. If the phenomenon cannot be accurately identified, try converting it to a physical quantity
Identify any changes in the behaviour of the workpiece or product or any changes in physical quantities because a minor stop occurs when the part of the equipment in contact with the workpiece imparts a time or path to it that differs from normal.
Actions to eliminate minor stops, based on observing physical changes
Solve the problem by tracing deviations in force, direction, speed, and timing and correcting everything that is theoretically suspect in some way. This is the only possible approach when the phenomenon is unclear.
- Remove causes of ‘changes in path or time’ received by workpiece (e.g by removing foreign objects)
- Prevent ‘changes in path or time’ received by workpiece (e.g by installing guides)
- Ignore ‘changes in path or time’ received by the workpiece and divert the workpiece from the process (e.g by installing an automatic rejecter)
- Correct ‘changes in path or time’ received by workpiece (e.g. by installing an automatic adjuster)
By definition, the aim of deep KAIZEN is to eliminate the root causes of problems. If the root causes are unclear, we will not be able to take all the necessary actions to achieve this, but we still have to do something. If tracing the changes in physical quantities gives us some ideas, we should implement them straight away, since this is better than doing nothing. Although we will not be eliminating the true causes of the problem, we will at least be helping to prevent the minor stops.
Examining changes in physical quantities in this way (called ‘physical analysis’) is useful for P-M Analysis. Dealing with such changes in the ways suggested above may also be more cost effective than eliminating the root causes through KAIZEN in some cases.
The Deep KAIZEN Approach to Minor Stops (P-M Analysis)
5. If the phenomenon has been clearly understood, but its root causes are complex, try using P-M Analysis
P-M Analysis should be used to tackle minor stops and similar problems with complex combinations of root causes. It is inappropriate to analyze simple breakdowns or other issues with relatively simple causes. In such cases, Why-Why Analysis should always be used first. Use Why-Why Analysis for relatively simple phenomena that are difficult to solve.
The Deep KAIZEN Approach to Minor Stops (Fixing of Causal Factors)
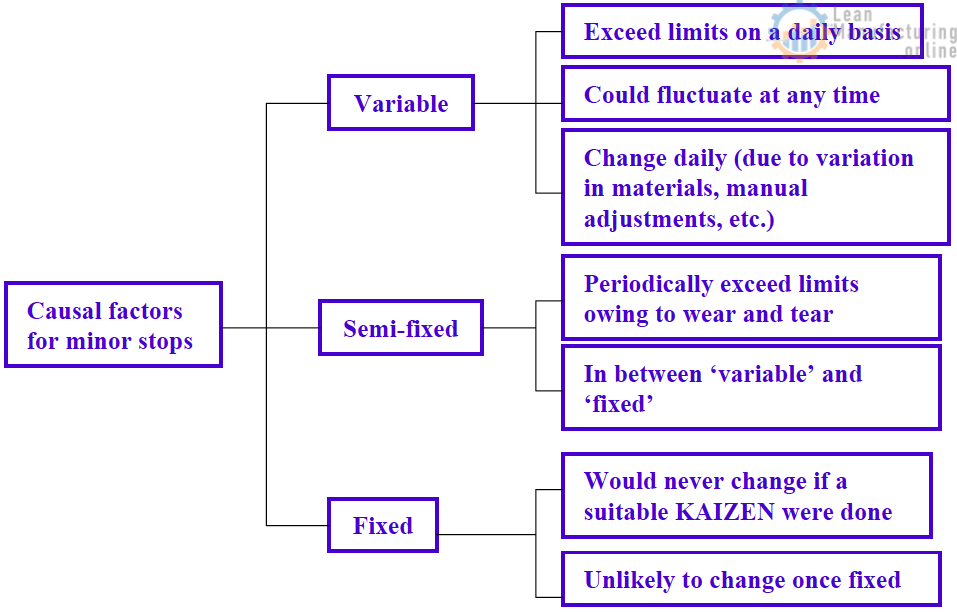
6. Fixing variable causal factors that result in minor stops
Causal factors (potential causes) are defined as anything that could conceivably influence the minor stop in question or could be theoretically shown to influence it. They sometimes become actual causes. ‘Variable causal factors’ are defined as those that would, if left unchecked, stray outside their allowable range daily. ‘Semi-fixed causal factors’ are defined as those that vary over time due to wear and tear, eventually exceeding their permissible range. ‘Fixed factors’ can be expected to stay within their allowable range indefinitely once a suitable KAIZEN has been carried out.
Categories of causal factors for minor stops
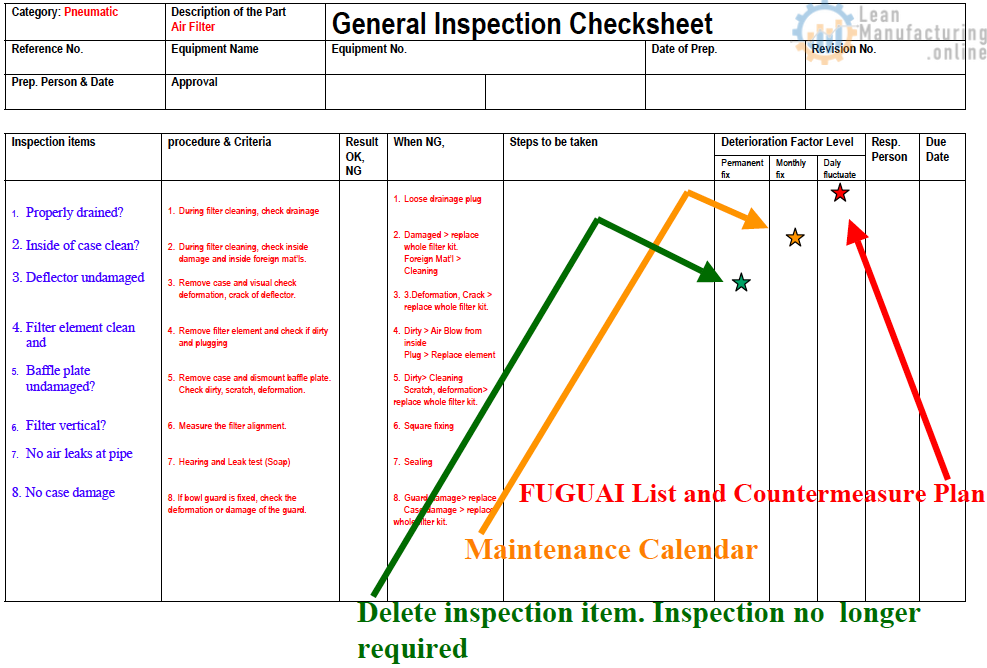
Sustaining after KAIZEN
An example of fixing causal factors to delete inspection items from a check sheet in Step 5 of Autonomous Maintenance
The Deep KAIZEN Approach to Minor Stops (Deskilling)
7. Improve machine operability to decrease skill elements, while increasing operators’ skills
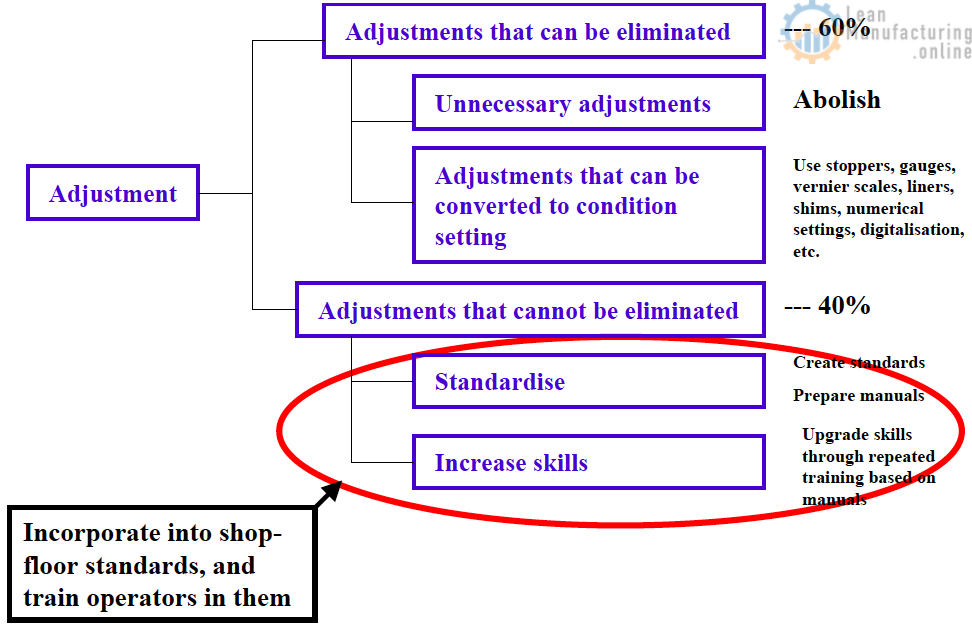
Many minor stops are due to inappropriate adjustment, especially where this is a skilled task. Such tasks need to be improved. Start by considering whether it is possible to eliminate the adjustment. Any unnecessary adjustments should be abolished. Next, consider whether the remaining skilled adjustments can be converted into simple setting operations. This will reduce the need for operator skills and decrease the minor stop rate.
Why is an adjustment required?
There are four main reasons why adjustments are necessary
1) Cumulative alignment errors
Adjustments are often required because of complex, multiple cumulative alignment errors between equipment and jigs, which is the major reason for adjustment during changeovers.
2) Lack of standardization
Adjustments are needed when reference lines, dimensions, and so on are not specified or expressed numerically.
3) Lack of rigidity
If the equipment lacks rigidity, it will be fine when set up in the static condition but will require adjustment when moving.
4) Poor design
Some adjustments are made unavoidable by the way the mechanism is designed.
These factors should be studied carefully with the aim of eliminating as much adjustment work as possible.
Converting necessary adjustment work into simple setting tasks

‘Adjustment’ can only be done by a person, and requires a high level of skill and sensitivity that depend on experience and judgment. It is learned through hands-on practice, by trial and error, and the results are greatly influenced by the level of skill of the operator.
->
Even when the same operator does the same adjustment, slight errors will occur each time, altering the frequency of minor stops.
‘Condition setting’ can be done automatically or mechanically. Changing ‘adjustment’ into ‘condition setting’ means simplifying the work through automation, using jigs and measuring devices, and increasing the precision of machines and jigs, to remove the element of guesswork and the need for skill. It is important to examine each adjustment task closely to see how far this can be done.
->
With ‘condition setting’, the machine is set up, in the same way, each time, no matter who the operator might be. The effect on minor stops is thus eliminated.
Simplify adjustment work, while increasing operators’ skills
In conclusion, addressing minor stops effectively requires a structured, hands-on approach that combines observation, analysis, and action. Focusing on the “6 Gens” principles shifts problem-solving from reactive to proactive improvement. Visiting the real place (Genba), examining the actual components (Gembutsu), and understanding the observable phenomena (Genshou) provides the necessary context for identifying root causes.
Pairing this with a deep understanding of underlying principles (Genri) and process standards (Gensoku) ensures practical and sustainable improvements. Resolving the root causes (Genin) of minor stops significantly reduces downtime, improves productivity, and fosters a culture of continuous improvement. Making these steps a routine part of operational excellence secures long-term success.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


