Quality root cause analysis is the discipline of finding why a defect, failure, complaint, or process problem happened so the team can prevent it from happening again. It is different from quick correction. Correction fixes the immediate issue. Root cause analysis improves the system that allowed the issue to occur.
In manufacturing, RCA is used for customer complaints, scrap, rework, downtime, audit findings, safety events, process variation, and repeat nonconformities. The goal is not to write a long report. The goal is to define the problem clearly, verify the cause with evidence, and install a control that makes recurrence less likely.
What is root cause analysis in quality improvement?
Root cause analysis is a structured investigation method used to identify the underlying cause of a problem. A useful RCA does not stop at symptoms such as “operator error,” “bad material,” or “machine problem.” It asks what in the work system allowed the problem to happen and why the existing controls did not prevent or detect it.
Quality improvement needs RCA because many problems are corrected repeatedly without being solved. A defect is sorted, a machine is adjusted, or a person is reminded, but the same issue returns. RCA turns that cycle into learning.
| Term | Meaning | Example |
|---|---|---|
| Correction | Immediate action to contain or fix the current issue. | Sort affected parts and adjust the machine. |
| Root cause | The verified reason the issue occurred or escaped. | Setup standard did not define the critical alignment check. |
| Corrective action | Action that removes or controls the verified cause. | Update setup standard, add verification point, train all setters. |
| Preventive control | System change that reduces recurrence risk. | Poka-yoke, visual control, layered audit, PM task, or reaction plan. |
Step 1: Define the problem clearly
Weak RCA starts with vague wording. Strong RCA starts with a specific problem statement. Include what happened, where it happened, when it started, how often it occurs, how large the impact is, and what standard was not met.
For example, “labels are bad” is too vague. A better statement is: “After changeover on Line 3, label alignment defects increased from less than 1% to 7% on Product A between 08:00 and 11:00.” This gives the team a problem that can be investigated.
The new 4M Analysis examples page shows how this works in practical defect, downtime, safety, and variation cases.
Step 2: Contain the issue without hiding the cause
Containment protects the customer and the process while the investigation is running. It may include sorting, stopping shipment, adding temporary inspection, isolating suspect lots, or adjusting the process back to standard. However, containment is not the same as root cause analysis.
A common mistake is to close an RCA because the immediate problem disappeared. If the team does not understand why the issue happened, the same weakness may return on another product, shift, supplier lot, or machine.

Step 3: Gather evidence at the process
RCA should be grounded in facts. Go to the process, observe the work, review the part, check the machine condition, compare the standard, and collect data. Meeting-room opinions are useful only as hypotheses.
Good evidence may include defect samples, photographs, process settings, inspection records, control charts, maintenance history, training records, material lot data, audit results, and operator observations. The team should separate what is known from what is assumed.
| Evidence type | What it can reveal |
|---|---|
| Defect samples | Pattern, location, severity, and whether defects are identical or mixed. |
| Process data | Trend, shift pattern, timing, correlation with changeover or material lot. |
| Standard work review | Missing steps, unclear checks, or different methods between shifts. |
| Machine inspection | Wear, looseness, contamination, blocked sensors, or abnormal settings. |
| Skill records | Whether the task was performed by a trained and qualified person. |
Step 4: Use the right RCA tool
Different problems need different tools. The tool should support thinking, not replace thinking. Start simple, then add structure when the problem is complex or cross-functional.
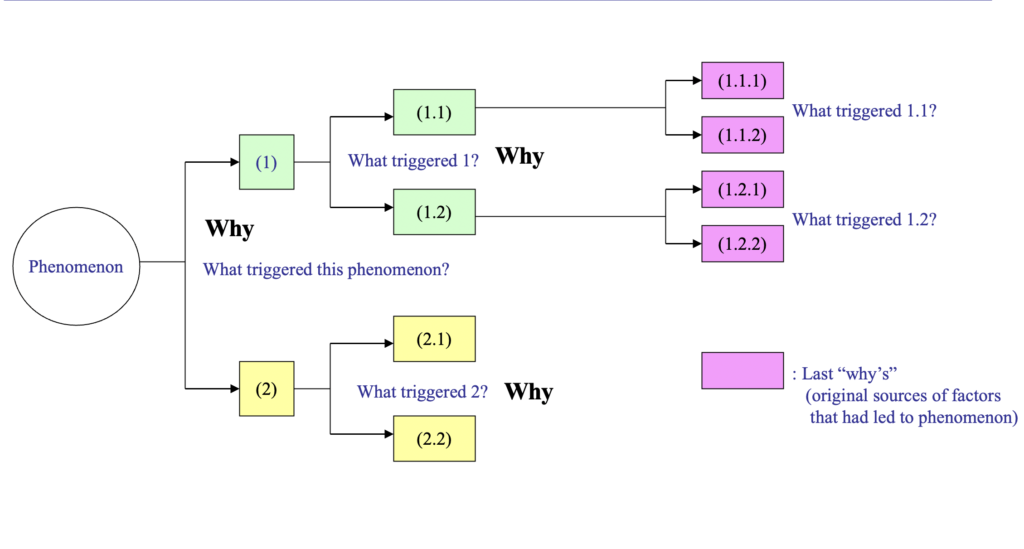
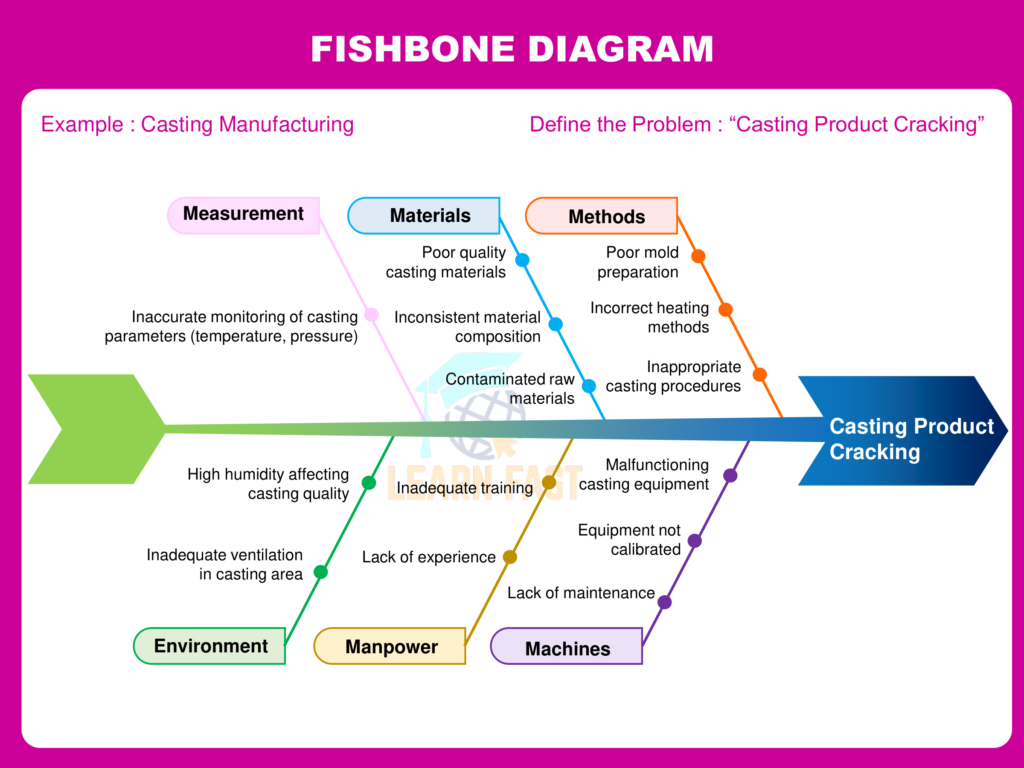
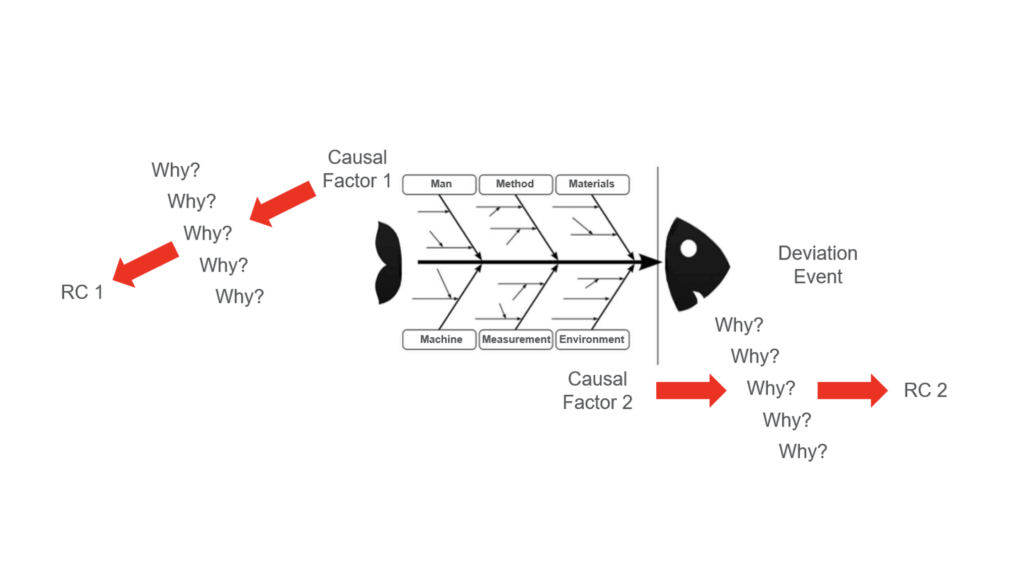
4M Analysis is useful for quickly organizing possible causes under Machine, Method, Material, and People. A fishbone diagram is useful when several categories of causes need to be shown visually. Why-Why Analysis is useful for drilling deeper into one likely cause chain. A3 Problem Solving is useful when the investigation needs a clear story, countermeasure plan, and follow-up.
| RCA tool | Best use | Watch out for |
|---|---|---|
| 4M Analysis | Fast classification of possible manufacturing causes. | Listing ideas without checking evidence. |
| Fishbone diagram | Visual brainstorming across categories. | Creating a large diagram that no one verifies. |
| 5-Why / Why-Why | Following a likely cause chain deeper. | Forcing exactly five whys or jumping to blame. |
| A3 | Managing a complete problem-solving story. | Filling a template after the decision is already made. |
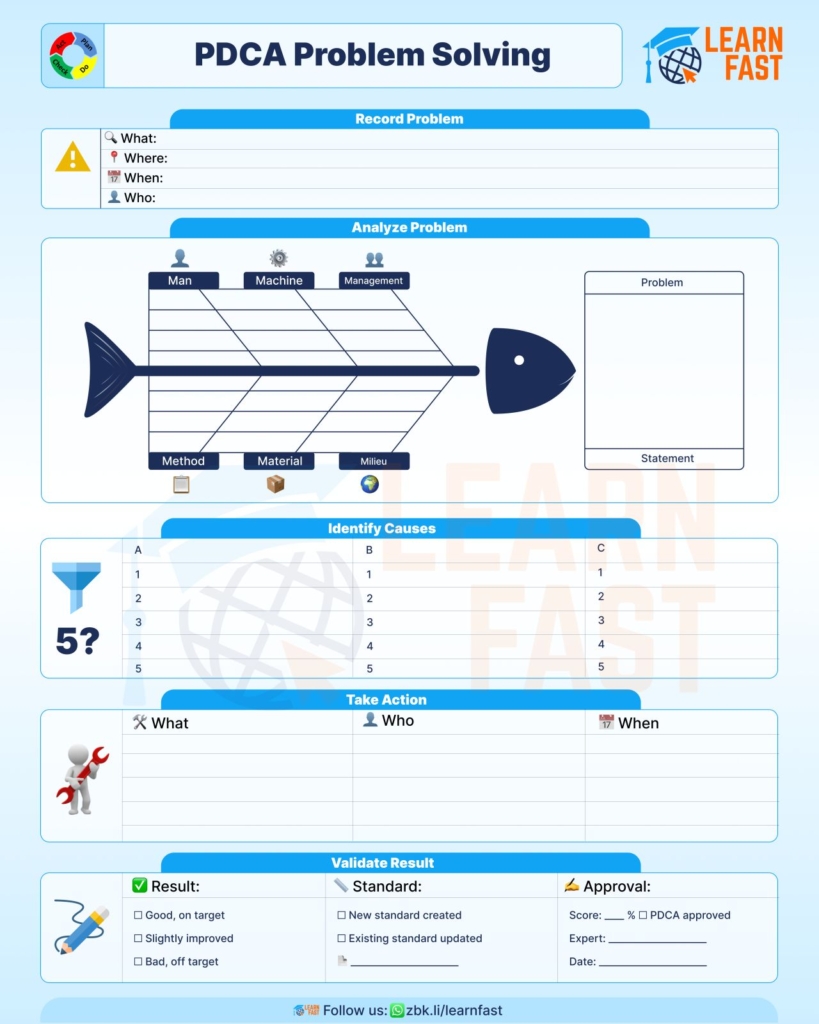
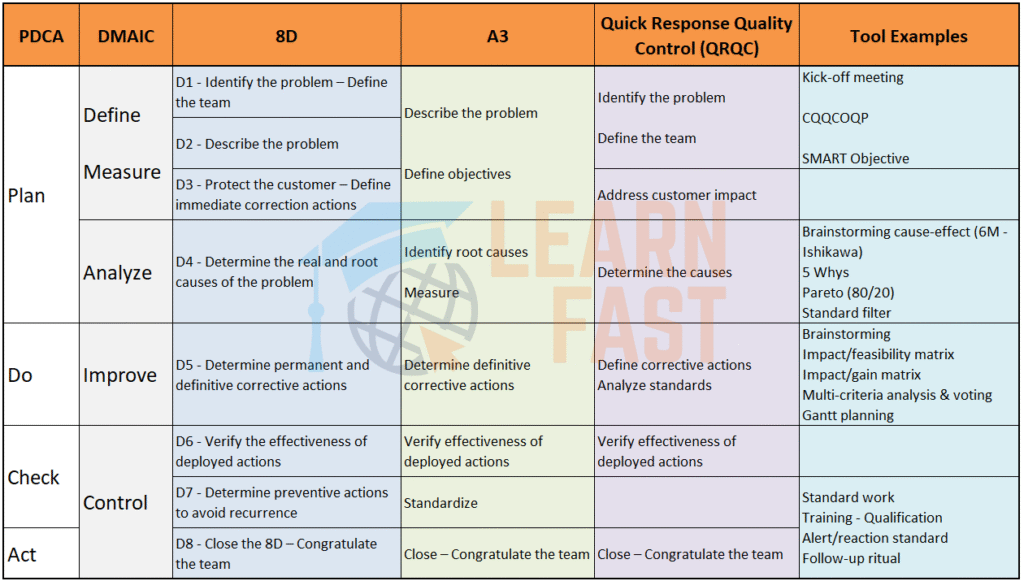
| PDCA / DMAIC / 8D | Structured improvement, validation, and closure. | Using the method as paperwork instead of learning. |
Step 5: Verify the root cause
A root cause is not verified just because the team agrees with it. Verification means the cause is supported by evidence. The team should be able to explain why the cause fits the facts, why alternative causes were rejected, and how the proposed action will control the problem.
Useful verification questions include: Can we reproduce the issue? Did the problem start when this condition changed? Does the defect pattern match the cause? Did the cause exist where the defect occurred but not where good parts were produced? Does data support the timing?
Step 6: Select corrective actions that change the system
The best corrective action addresses the weakness in the process, not only the person closest to the problem. Depending on the cause, this may mean improving a standard, adding a poka-yoke, changing a maintenance task, improving incoming inspection, updating training, improving visual controls, or changing the reaction plan.
Connect important problems to manufacturing KPIs so the team can see whether the countermeasure improves performance. For variation-related quality problems, also connect RCA with process capability thinking.
Step 7: Check effectiveness
An RCA is not finished when the action is assigned. It is finished when the action is implemented and shown to work. Define what result will prove the action is effective: reduced defects, no recurrence for a defined period, improved capability, lower rework, fewer customer complaints, or stable audit results.
Use visual management to keep actions visible until they are closed and verified. If training is part of the countermeasure, use a skill matrix and one point lessons to make the new standard repeatable.
Common RCA mistakes
- Starting with a vague problem statement.
- Confusing containment with corrective action.
- Choosing the most familiar cause instead of the verified cause.
- Calling something “operator error” without checking the method, training, and system design.
- Adding more inspection without removing the cause.
- Closing actions before confirming effectiveness.
Make the process smarter, not the person wrong
Quality root cause analysis is not about finding someone to blame. It is about making the process smarter. When teams define the problem clearly, check evidence, verify the cause, and install lasting controls, RCA becomes one of the most practical engines of continuous improvement.









4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.



thanks
Thanks
desaiajay285@gmail.com