The aims of spare parts management
The basic aims of spare parts management are listed below, although the way it is implemented must be tailored to the specific characteristics of the factory.
- Promote improvements such as standardization and unitization of components, longer working life, and better reliability, as an integral function of spare parts management.
- To minimize downtime, ensure that parts required for breakdown repairs or planned maintenance are always available and ready for use.
- Cut stock levels, prevent deterioration of parts in stock, and seek to reduce purchasing and storage costs, through effective management of technology and materials.
Classification of spare parts, and storage and restocking methods
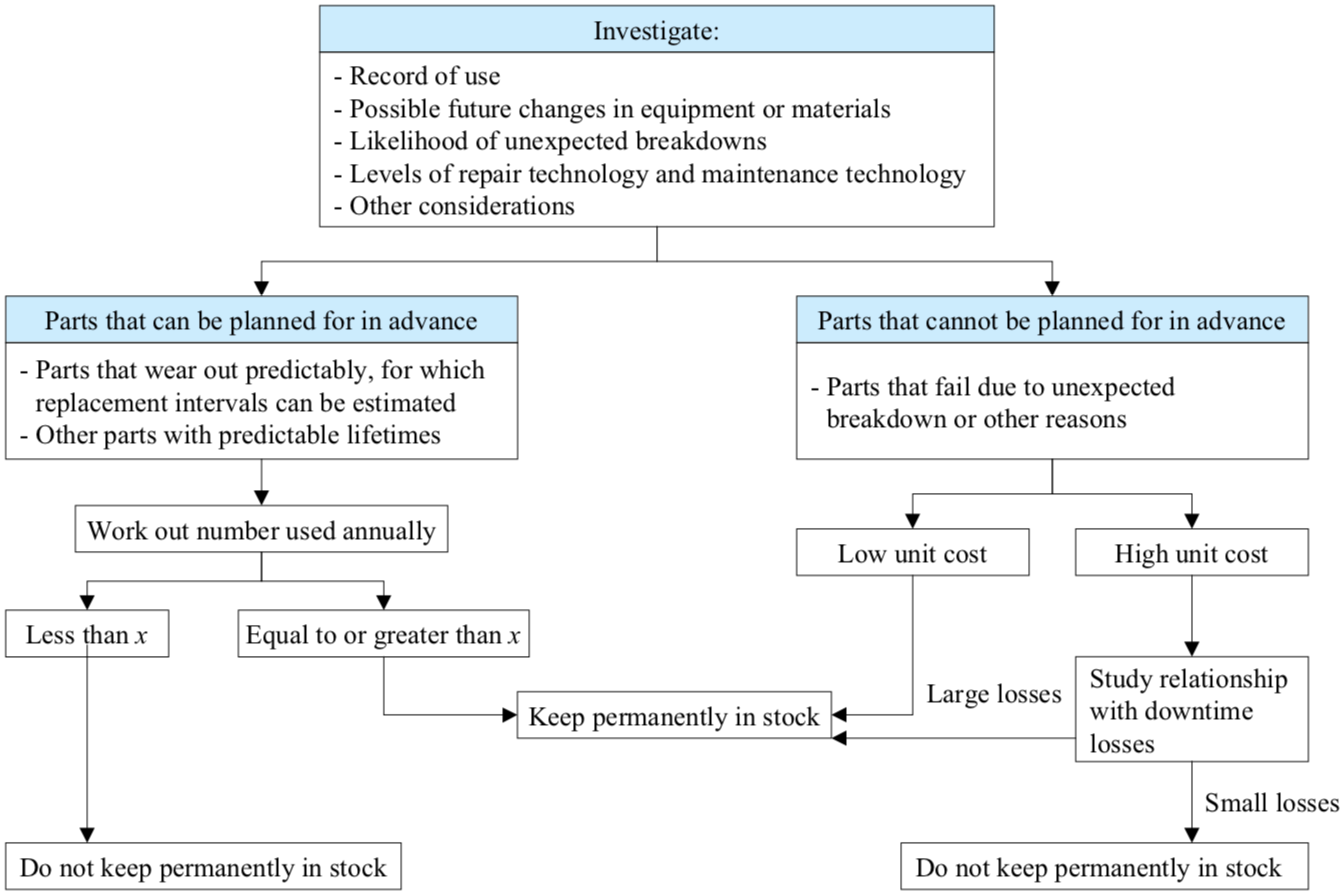
Figure “Classification of Spare Parts, and Storage and Restocking Methods (example)” shows a system for classifying spare parts, and available storage and restocking methods aimed at achieving the above objectives. As the figure shows, stock levels and purchasing costs should be minimized by using restocking and purchasing methods such as consignment stocks, periodic restocking visits by suppliers, ad-hoc ordering based on unit-cost agreements, and so on.

Some common problems with spare parts management, and hints for solving them
(1) Spare parts are often stored chaotically in separate departments, and new ones are mixed up with worn-out ones. The first step is to identify all unnecessary items and remove them.
(2) Reusable parts should always be refurbished before ordering new ones.
(3) Each part used should be considered to decide whether it should be kept permanently in stock or not, based on the following guidelines (see Figure “Deciding which Parts to Keep Permanently in Stock”):
- Components required for unexpected breakdowns should be kept permanently in stock unless a standby machine is available.
- As a rule, any spare part that can be planned for in advance should not be kept permanently in stock. However, if a part is used more than 3 or 4 times a year, it should be kept permanently in stock in order to reduce purchasing costs. Any parts whose delivery lead time is longer than the planned maintenance interval should also be kept permanently in stock.
- Refurbished parts should be kept permanently in stock for use as spares.
(4) Deciding order points, order quantities, and order numbers required for routine management of permanently stocked parts
Maintenance materials can be managed on a fixed-quantity or fixed-number basis, depending on the form they take and how they are consumed. Fixed-number management is more common. To avoid stockouts, it is particularly important to set the minimum stock levels at values that allow for the maximum foreseeable variations in amounts used and delivery lead times. The maximum stock level is determined by the minimum stock level plus an order volume set according to the purchase frequency. If problems with parts storage are to be spotted and dealt with at an early stage, then the actual storage locations must be clearly labelled, showing the order points, order quantities, and order numbers (see Table “Consumption Models and Corresponding Standards”).
(5) Storage locations. These should be set up for ease of use, to minimize transportation and handling. The
frequency of use and restocking system employed for each part should be taken into account when deciding where it is to be stored. Specialized parts unique to a particular machine should be kept as close as possible to that machine. Duplication of storage should be avoided by having a centralized system for large common parts and a distributed storage system (with satellite stores in different locations) for small items.
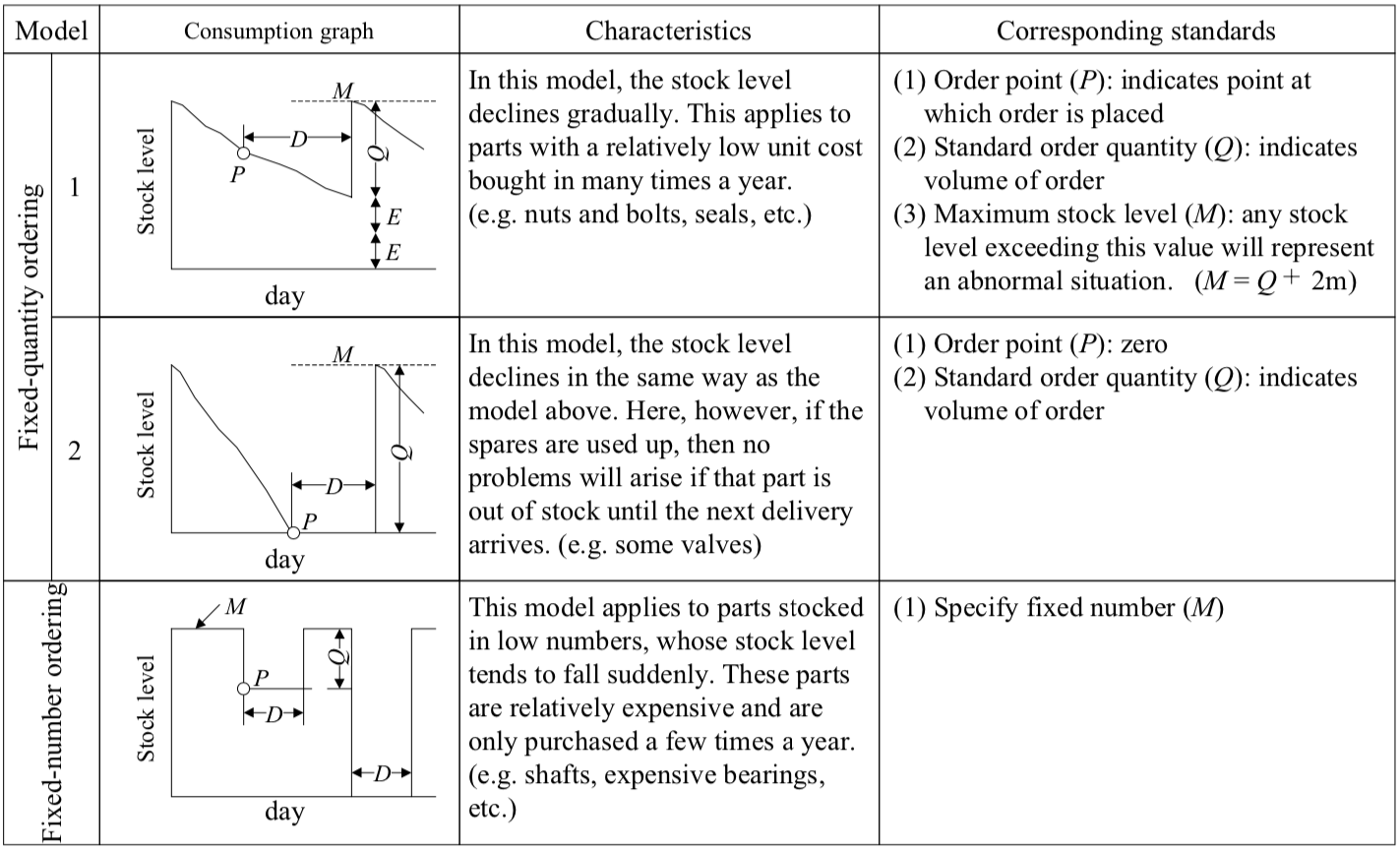
P: Order point M: Maximum stock level D: Delivery lead time Q: Order quantity m: Minimum stock level
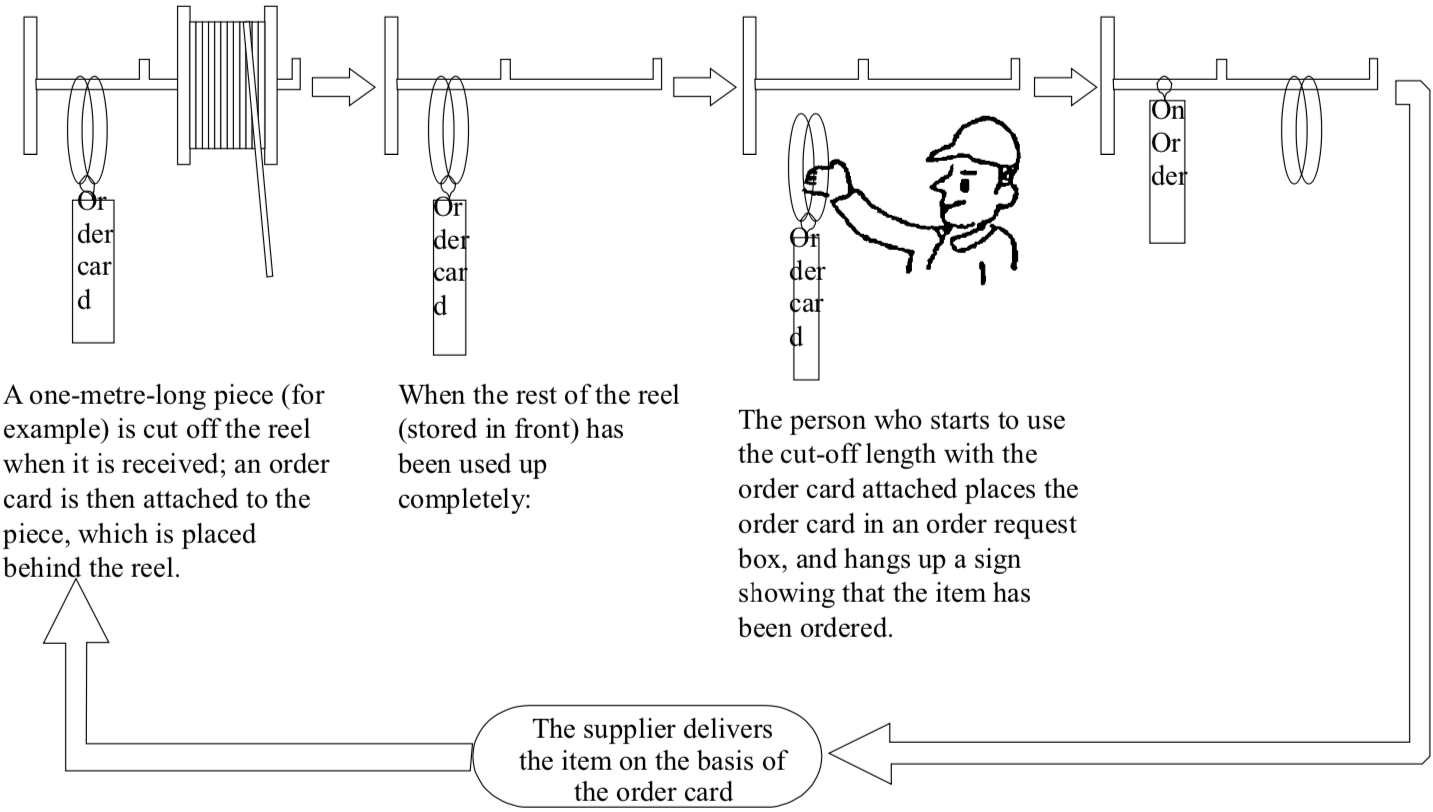
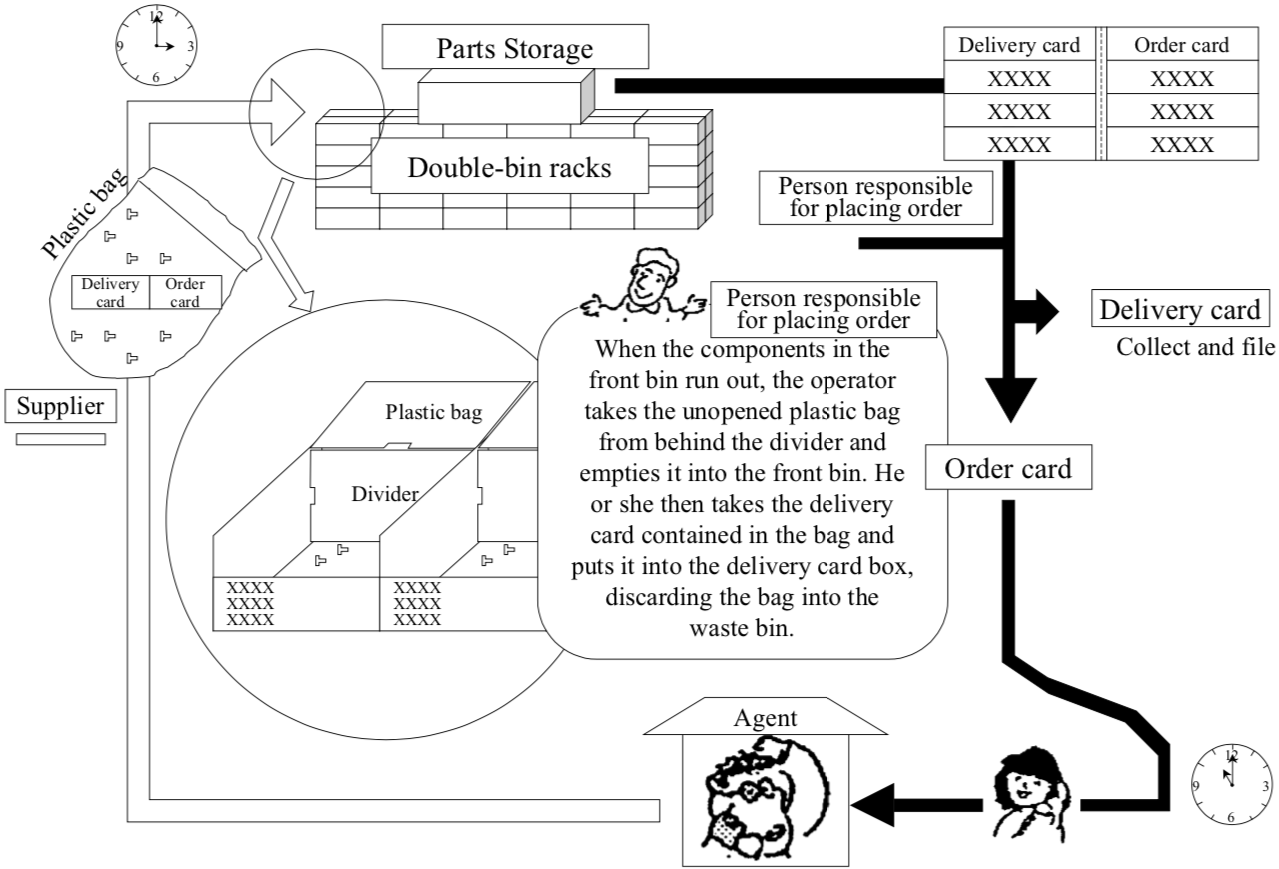
(6) To reduce purchasing administration and storage costs, it is desirable to advance the purchasing and supply system, wherever possible, from ad-hoc ordering based on unit cost agreements to periodic restocking visits by suppliers to supplier-owned storage systems, and finally, to supplier outlet systems. Management and purchasing costs should be reduced as indicated by flow diagrams (1) (2) and (3) in Figure “Flowcharts”.
(7) Efforts should be made to standardize component configurations, dimensions, and manufacturers, and reduce the variety of components used.
(8) Identifying the equipment where each and every component is used would generate excessive processing costs, so this should only be done for larger commercially available components and materials. For such items, the relevant equipment and the required quantity should be noted on memos, which can then be used to sort items according to where they are to be used when accepting delivery of parts orders at the end of the month. This need not be done for parts unique to particular equipment, as it is obvious where these are to be used. In either case, if the location where the part is to be used is identified when processing orders, the resulting data can be used effectively in managing the equipment budget. To reduce the administrative workload, small commercially available components and materials should be treated as a common item in the equipment budget, rather than being specifically assigned to the equipment where they are used.













4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


