3.2.5. Sliding gate (tube) dosing unit
Like the sliding gate flat dosing unit, the sliding gate tube dosing unit utilises a sliding gate product cut off to dispense quantities of product. The accuracy of this type of dosing unit is limited and it is often used for larger particulates.
Sliding gate tube

3.2.5.1. Application for sliding gate tube
The sliding gate dosing unit is a universal dosing system for powders. It can be applied for dosing particulates e.g. vegetables, pasta, rice, but only when dosing accuracy is acceptable but not at its optimum. It is recommended to dose products that are not highly sensitive for mechanical damage.
3.2.5.2. Advantages
– Universal volumetric dosing system for a wide range of particulates and particulate mixes with different sizes (noodles, vegetables, dumplings, rice and others);
– Acceptable accuracy because of round shaped feeding pipes and dosing chambers with smooth transitions;
– Easy to operate;
– Easy to clean (normally dry);
– Easily adjustable.
3.2.5.3. Disadvantages
– No real use for powders and powder mixes because of gravity filling of the dosing chamber;
– Some particulate breakage in the shearing area is inevitable;
– Time consuming change over, change of complete sets of telescope slides and pipes;
– Open system with required clearance between the dosing parts causes dust;
– Adequate maintenance required.
3.2.5.4. Equipment
– Independent drives;
– AC or servo drive for slide moving;
– AC drive for agitator with frequency control;
– Transparent feeding pipe (light conical if possible);
– Level sensor/indicator for feeding pipes, adjustable in height;
– Filling funnel equipped with vibrating unit;
– Dust exhausting system with nozzles in different areas (if needed);
– Independent PLC control system with interface to dosing unit and check weigher;
– Remote control (tendency control) system in connection with the check weigher for automatic weight adjustment;
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the dosing unit.
3.2.6. Linear scale dosing unit
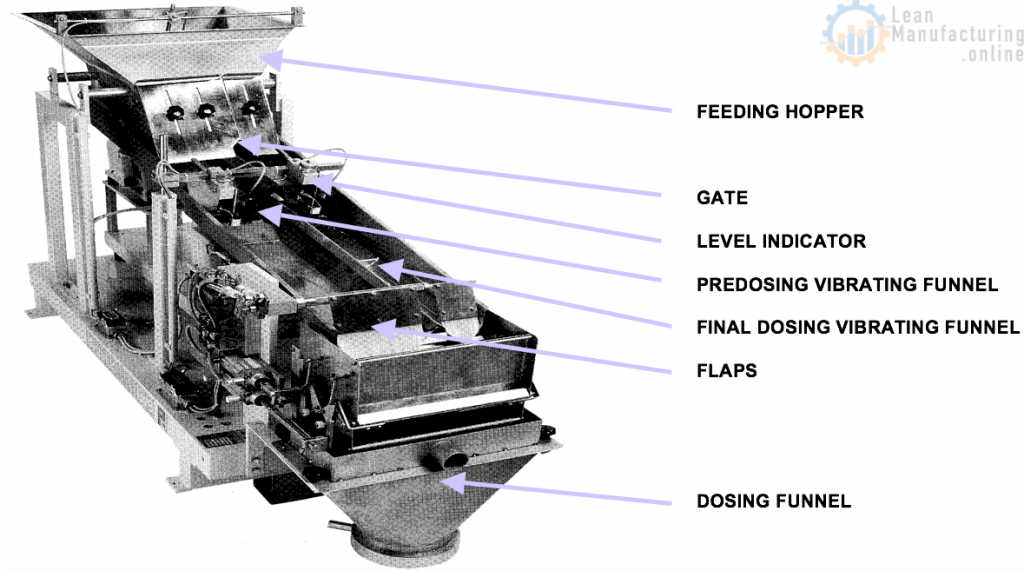
In this system, the product is fed from a feeding hopper into a wider pre-dosing vibrating funnel and then into a small final vibrating funnel. The weighing hopper will be filled from the pre-dosing funnel until the target weight is nearly achieved (90% to 97%). Than only the small fine dosing funnel is dosing in small steps until the weighing cell indicates the target weight. The product will then be dosed into the primary packaging by a dosing funnel.
The system operates at relatively low speeds. Actual speed will depend on the product behaviour, the required accuracy and the dosing volume; speeds of up to 25 units/min can be achieved. For higher outputs, multiple scales can be used if sufficient space is available. Check weighing is not required, as the dosing units are normally equipped with an internal calibration system.
Linear scale dosing unit
3.2.6.1. Applications for linear scale dosing unit
This weighing system is used when high weight accuracy is required and when particles are sensitive to mechanical damage. It could also be used for powder mixes or powder mixes with particulates, assuming that the liquid fat content is not too high, that the powder is free flowing and that a limited amount of dust is generated. These units are especially applied for dosing bags or boxes for catering packaging.
3.2.6.2. Advantages
– Special gravimetric dosing system for a limited range of free flowing (little dust, not sticky) powders, powder mixes, powder mixes with particulates, and a wide range of particulates and particulate mixes with different sizes (noodles, vegetables, dumplings, rice and others);
– High accuracy because of gravimetric measuring;
– Easy to operate;
– Easy change over (normally only changing of parameters in the memory of the PLC);
– Easily adjustable.
3.2.6.3. Disadvantages
– Very limited use for powders and powder mixes with high liquid and/or solid fat content because these could stick to the vibrating funnels and the weighing hoppers;
– Speed of a single weighing device is very limited, multiple systems may be unpractical because of space requirements;
– Open system causes dust;
– Time consuming cleaning required (weighing hoppers and funnel(s) normally require wet cleaning);
– Moderate maintenance frequency required.
3.2.6.4. Equipment
– Scale(s) should be equipped with pre and final dosing vibrating funnels;
– Transparent feeding pipe (light conical if possible);
– Level sensor/indicator for feeding pipes, adjustable in height;
– Filling funnel equipped with vibrating unit;
– Dust exhausting system with nozzles in different areas (if needed);
– Independent PLC control system with interface to dosing machine and checkweigher;
– Automatic calibration during weighing process (cyclical);
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the weighers.
3.2.7. Multi-head scales
This pre-weighing system is used when high weight accuracy is required and when particles are sensitive to mechanical damage. Each weighing bucket weighs a charge equal to one-third up to one fifth of the desired weight. A process control computer monitors all weigh buckets and selects the group whose sum of weights is nearest to the desired weight and discharge their content into the pouches. Check weighing is not required because the dosing unit will be equipped with an internal calibration system.
The multi head scales can be equipped with 8, 9, 10, 14, 16, 24 or 32 scales. The number required is determined by the production line speed. It is also possible to dose multiple components at the same time. The feeding of the multi-head then has to be split up into several sections which will dose different types of products. This split up might result in a lower production line speed, but guarantees a high accuracy for the dosing of several ingredients.
Picture and scheme of multi-head scale

3.2.7.1. Application of multi-head systems
The multi-head scales are most suitable for particulates dosing, depending on speed and volume. Very high accuracy can be achieved and maximum speeds can vary from approximately 60 strokes per minute up to above 200 strokes per minute, depending on the type of product and type of machine. Multi-heads are especially suitable for expensive and sensitive raw materials.
3.2.7.2. Advantages
– Special gravimetric dosing system for a limited range of free flowing (low dust, non sticky) powders, powder mixes, powder mixes with particulates, and a wide range of particulates and particulate mixes with different sizes (noodles, vegetables, dumplings, rice and others);
– High accuracy because of gravimetric measuring and combining 3 to 5 partial dosed volumes to a total weight;
– Multi component weighing possible by separating dosing and weighing areas (2, 3 or 4 different components);
– High speed or multi component weighing possible by increasing weighing heads (8 up to 32 available and more)
– Easy to operate;
– Easy change over (normally only changing of parameters in the memory of the PLC);
– Easily adjustable.
3.2.7.3. Disadvantages
– Very limited use for powders and powder mixes with high liquid and/or solid fat content because these could stick to the vibrating funnels and the weighing hoppers;
– Especially on high speed or multicomponent weighing, a considerable amount of space required;
– Open system causes dust;
– Time consuming cleaning required (weighing hoppers and funnel(s) normally wet);
– Moderate maintenance frequency required.
3.2.7.4. Equipment
– Feeding belt or feeding vibrating funnel;
– Central distribution plate with weighing cell and level control;
– Easy removable vibrating/dosing funnels, buffer hoppers, weighing hoppers and collecting funnels without tools for cleaning;
– Central collecting hopper with controlled opening of the flaps for synchronising purposes with the dosing machine;
– Separate discharge for overfilled weighing hoppers (sometime needed, depending on the situation);
– Dust exhausting system with closed guarding (if needed);
– Independent PLC control system with interface to dosing machine;
– Automatic calibration during weighing process (cyclical);
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the system.
3.2.8. Loss in weight feeder
Loss in weight feeders are ideal for continuous or batch feeding applications which require high accuracy or real time process control. A wide variety of feeder, scale, refill and control system combinations are available to ensure the total system is optimized for the intended service. The loss in weight feeder is a gravimetric method and is interesting for ingredients with a varying density over time as the system guarantees a long-term accuracy. The system also offers good dust control.
Sketch of loss in weight feeder and auger with flyer

In some batching applications, the product needs to be delivered faster and with higher precision than a single screw feeder mechanism can provide. This problem can be avoided by applying two different sizes of independently driven screws (dual screw feeder). High rate bulk feed is achieved by operating both screws at full speed. During dribble feed, the large screw is automatically de-energised and the small screw operates at reduced speed. The result is a feeding mechanism which combines the high capacity of a large diameter screw and the precision of a small diameter screw.
3.2.8.1. Application of a loss in weight feeder
This dosing system is only used in special applications to meet specific speed, product and volume requirements. If such systems have to be installed, it is advised to ask for expert advice.
A loss in weight feeder can be applied for different types of ingredients like salt, dried, vegetables and pasta, but its application is limited (ref. disadvantages).
3.2.8.2. Advantages
– Gravimetric dosing system for special applications;
– Acceptable accuracy for good flowing products;
– Easy to operate;
– Easy to clean (normally dry);
– Easy change over, normally only change of augers and funnel for different volumes and change of parameters in memory of PLC;
– Easily adjustable;
– Closed dust control system.
3.2.8.3. Disadvantages
– Limited use for high liquid and/or solid fat content or poor flowability of the mass, because of compression and block building;
– Limited use for particulates or mixes with particulates, because of shearing/friction between augers and funnel which causes destroying and abrasion;
3.2.8.4. Equipment
– Independent drive;
– Servo drive for horizontal augers or AC drive frequency controlled;
– Feeding and emptying of hopper controlled by weighing cell;
– Automatic speed control and adjustment of dosing augers;
– Dust exhausting funnel/ring on the product exit of the augers (if needed);
– Nitrogen injection device (if needed);
– Independent PLC control system with interface to dosing unit and check weigher;
– Remote control (tendency control) system in connection with the check weigher for automatic weight adjustment;
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the dosing unit.
3.2.9. Belt-scale feeder
The belt-scale feeder is applied for homogeneous, free flowing product with small density variations. A belt-scale feeder runs at a variable speed. The feeder will indicate feed rate and provide automatic feed rate control to deliver product at a specific set point.
Sketch of belt scale feeder

3.2.9.1. Applications of a belt-scale feeder
For applications involving free-flowing, granular or fragile materials a combination of a belt feeding mechanism with a scale controller can be used.
3.2.9.2. Advantages
– Gravimetric/volumetric dosing system for special applications;
– Acceptable accuracy for good flowing products;
– Easy to clean (normally dry);
– Easy change over, normally only change of parameters in memory of PLC;
– Easily adjustable.
3.2.9.3. Disadvantages
– Limited use for high liquid fat content and poorly flowing products because of compression and block building in the feeding hopper;
– Limited use for particulates or mixes with particulates, as larger particles may cling together in the hopper exit;
– Also limited use for extremely free flowing products;
– Difficult adjustments on products with density variations.
3.2.9.4. Equipment
– Independent drive;
– Servo drive for horizontal conveying and dosing belt;
– Emptying of hopper, controlled by an automatic adjustable opening of the discharging gate;
– Automatic speed control and adjustment of dosing belt;
– Material flow on belt controlled by an automatic calibrating weighing cell;
– Dosing funnel equipped with vibrating unit;
– Independent PLC control system with interface to dosing unit and check weigher;
– Remote control (tendency control) system in connection with the check weigher for automatic weight adjustment;
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the dosing unit.
3.2.10. Belt feeder
A belt feeder is a volumetric feeder for higher feed rates. The feeder is generally used for simple and cheap ingredients which do not need to be dosed at a high accuracy.
3.2.10.1. Application of a belt feeder
This dosing system is only used in special applications, depending on speed, product and volume. If such a system has to be installed, it is advised to ask for an expert judgement.
3.2.10.2. Advantages
– Volumetric dosing system for high dosing rates;
– Acceptable results for good flowing small particulates;
– Easy to clean (normally dry);
– Easy change over, normally only change of parameters in memory of PLC;
– Easily adjustable.
3.2.10.3. Disadvantages
– Limited use for high liquid fat content or poor flowability of the mass because of compression and block building in the feeding hopper;
– Limited use for particulates or mixes with particulates, as large particles may cling together in the hopper exit;
– Difficult to maintain accuracy for products with density variations.
3.2.10.4. Equipment
– Independent drive;
– Servo drive for horizontal conveying and dosing belt;
– Emptying of hopper, controlled by an automatic adjustable opening of the discharge gate;
– Automatic speed control and adjustment of dosing belt;
– Additional horizontal vibrating funnel(s) (1 or 2) to smoothen the material flow;
– Dosing funnel equipped with vibrating unit;
– Independent PLC control system with interface to dosing unit and check weigher;
– Remote control (tendency control) system in connection with the check weigher for automatic weight adjustment;
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the dosing unit.
3.2.11. Vibrating funnel
Linear feeders transport products horizontally or under a shallow incline. The amplitude and frequency determine the flow of the ingredients.
Sketch of vibrating funnel

3.2.11.1. Application of a vibrating funnel
The vibrating funnel is used for cheap particulates requiring limited dosing accuracy.
3.2.11.2. Advantages
– Volumetric dosing system for special applications;
– Acceptable accuracy on good flowing small particulates;
– Easy to clean (normally dry);
– Easy change over, normally only change of parameters in memory of PLC.
– Easily adjustable.
3.2.11.3. Disadvantages
– No use for high liquid and solid fat content or poor flowability of the mass because of material sticking to the feeding hopper and the funnels;
– Only meets limited accuracy requirements;
– Limited use for larger particles because of varying flow of such particles and variations of the dosing weight;
– Products with density variations are difficult to adjust.
3.2.11.4. Equipment
– Automatic amplitude or frequency control and adjustment of feeding hopper and dosing funnels;
– Additional horizontal vibrating funnel to smoothen the material flow;
– Filling funnel equipped with vibrating unit;
– Independent PLC control system with interface to dosing unit and check weigher;
– Remote control (tendency control) system in connection with the check weigher for automatic vibration adjustment;
– Interface signal exchange for no box/pouch no fill;
– Interface signal exchange for sequential start and stop of the dosing unit.
3.2.12. Volumetric dosing units
Many different types of volumetric dosing units are available. Vendors customised volumetric dosing machines based on ingredient behaviour and the interaction with the primary packaging machine. If the standard volumetric dosing units described in the above paragraphs do not meet the dosing requirements it is desirable to contact the technical focal point.
Best Practice Dosing for Savoury Dehydrated Products. Part 3











4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


