Objective
- Review current status in changeover time for lead sites, identifying critical packaging lines in a key site, and carry out a pilot exercise to significantly reduce changeover time.
- Establish a plan to identify and implement appropriate techniques – e.g. SMED (Single Minute Exchange of Die) system this is a set of techniques that make it possible to improve changeover performance.
- Check results and make improvements.
- Prepare roll out and training plans for other lead sites and potential suppliers.
Definition of Changeover
The time from the last product of one run until the first product of the next run at the correct speed and quality.
Some Concepts about Changeovers
- Line stops
- Run out old product
- Remove old packaging
- Clean down line
- Remove old change parts
- Repair and maintain new change parts
- Fit new change parts
- Deliver new product to line
- Load new packaging materials
- Run-in adjustments
Basic principles for quick changeover
- Development between
- internal (machine needs to be stopped), and
- external (machine can be running) adjustments.
- Transform internal elements to external
- Streamline the other internal elements
- Streamline the external elements
Current Situation
- Based on the figures presented in your internal benchmarking studies it is possible to identify some “gaps” in current changeover time.
- The elimination of these gaps will produce significant benefits in terms of availability and flexibility.
Methodology – Overview
- SMED originated in Japan in the early ’50s
- It was developed by Shigeo Shingo at Toyota
- Single means single-digit < 10 Minutes
- It was first used in the car industry to allow fast Exchange of Die in body panel presses
- It helped Toyota cut the time it took to change a large body panel press from 4hrs to 3 minutes
Benefits
- Flexibility – Meet customer needs without the need for excess stock.
- Quicker delivery – Shorter lead times means money is not tied up in excess stock.
- Better quality – Reduced setup errors.
- Higher productivity – Shorter changeovers reduce downtime, which means higher efficiency ie OEE up!.
Basic steps in a typical set-up
- 30% Preparations and clean-up
- getting materials, parts, and tools and check function
- remove materials, parts, and tools and clean up
- 5% Mounting and removing of parts
- 15% Measurements, settings, and calibrations
- 50% Trial runs and adjustments
Why do set-ups take so long?
- Internal and external setup are confused
- Internal set-up: the machine must be stopped
- External set-up: can be done while running
- Many tasks that could be done while the machine is still running are not done until the machine is stopped
- Set-up is not stream-lined
- No standard of who does what when
- No parallel working
- Tools, parts far away from the line, difficult to find
- Many parts to mount
- Many difficult settings that require adjustments
- Economic order quantity model

- Assumption: Sales are flat and continuous
- Smaller orders to factory results in:
- Lower Stock Level, Lower Stock Carrying Cost
- Higher Set-Up Cost, Lower Maximum Capacity
SMED Format templates are available here
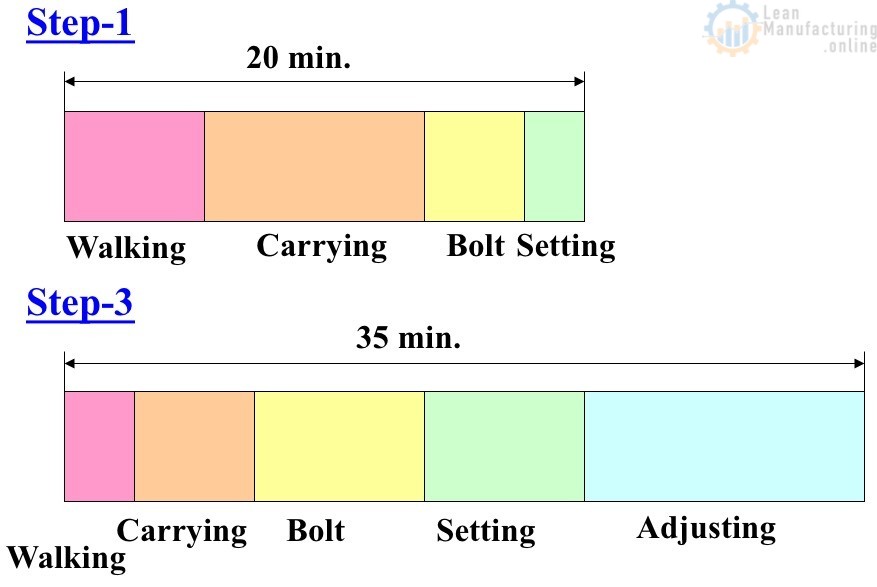
Changeover Activities

Parallel working analysis
GANT chart used to synchronize and balance the set-up activities done simultaneously by 2 operators.
Change Over Time Study – Analysis
Parallel working
- Large machines often involve a lot of movement between elements o
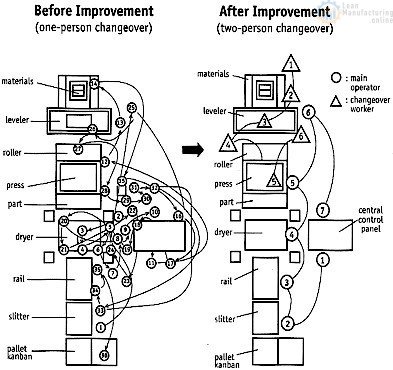 f the set-up
f the set-up - This excess movement wastes time and effort
- Think about the movement of the person doing the set-up and try to document the most logical sequence for the operation.
- Develop and implement a procedure for efficient working
- Consider using more than one person for the change
- each person follows a fixed procedure
- built-in (safety) signals to synchronize activities
Change Over Time – Target
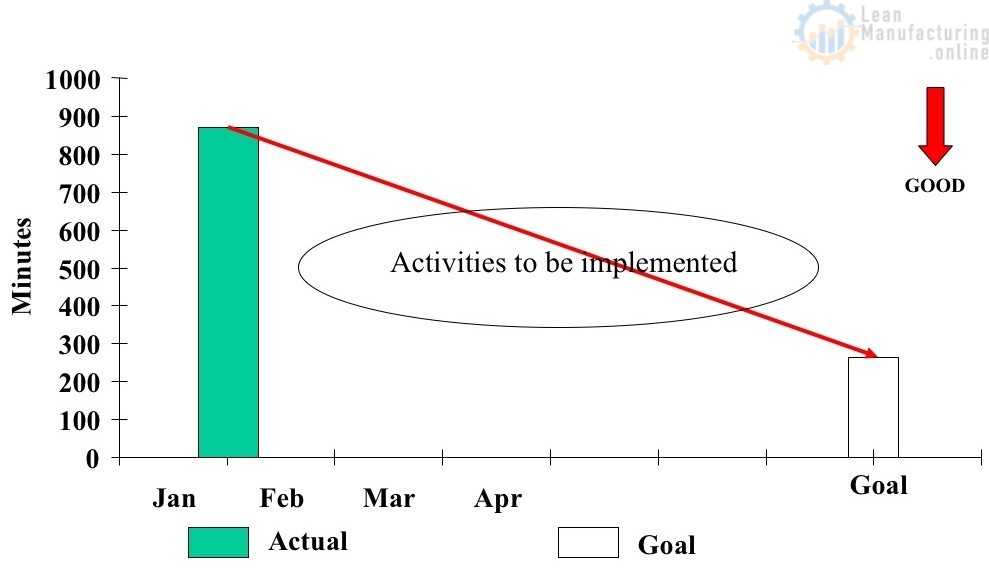
Advance preparation of operating conditions
- Get the necessary materials, parts, tools, and conditions (temp. pressure) ready BEFORE set-up begins
- Check gauges

- Put items in the right positions
- Preheat
- Build temporary holders
- Check gauges
Implement the standardization function
- Decide which functions can be standardized
- standardize outside dimensions, fittings, settings so that parts can be exchanged easily
- Try to replace the fewest possible parts (zero!)
A die performs 2 functions:
- Apply mechanical pressure
- can be standardized
- Form product
- is unique for each product
Least Common Multiple
- Change function by making a setting
- Leave mechanism in the machine and just modify its function by setting
- – Make settings NOT adjustments
Next Steps
- Agree proposed recommendation and establish a pilot project. (Identify benefits upfront)
- Establish a plan to implement adequate techniques – as suggested the SMED (Single Minute Exchange of Die) involving Operational Excellence Team
- Check results and make improvements
- Roll out, as the best practices, for other lead sites (can also consider working with suppliers!)
SMED Format templates are available here






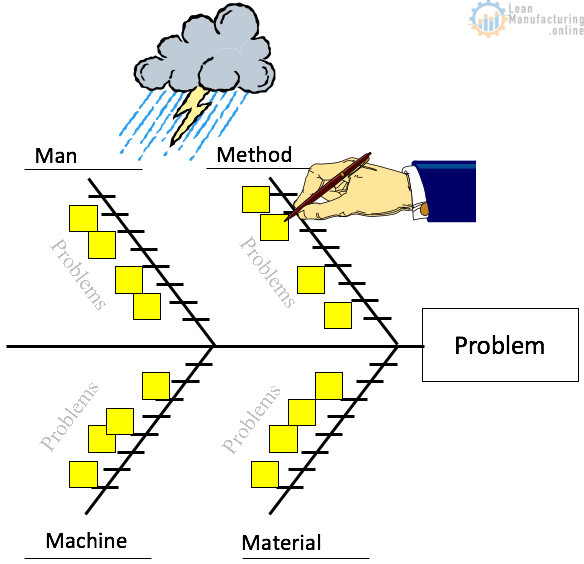

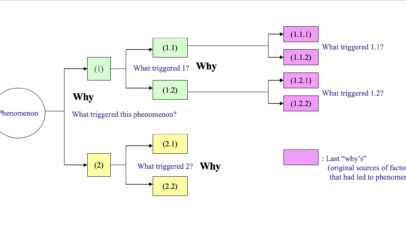


4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


