PM Element 4. Equipment Maintenance Strategy
The same prioritization applied to identify A, B, and C equipment for Time Based Maintenance is applied here to identify the critical equipment. Using CBM for other equipment is also possible based on the factory’s needs.
For instance, it is possible to apply Vibration analysis to C equipment once a year if it’s cheaper than an overhaul. For thermograph analysis, if the price is the same for the whole day, it is possible to apply for C equipment.
Start by applying CBM to the A equipment, and continue to use it on other equipment if there is some benefit.
Besides Equipment Criticality, other factors to help to identify equipment to apply Condition Based Maintenance would be:
- Cost of Downtime to inspect the equipment,
- Risks to inspecting the equipment,
- Cost of the component.

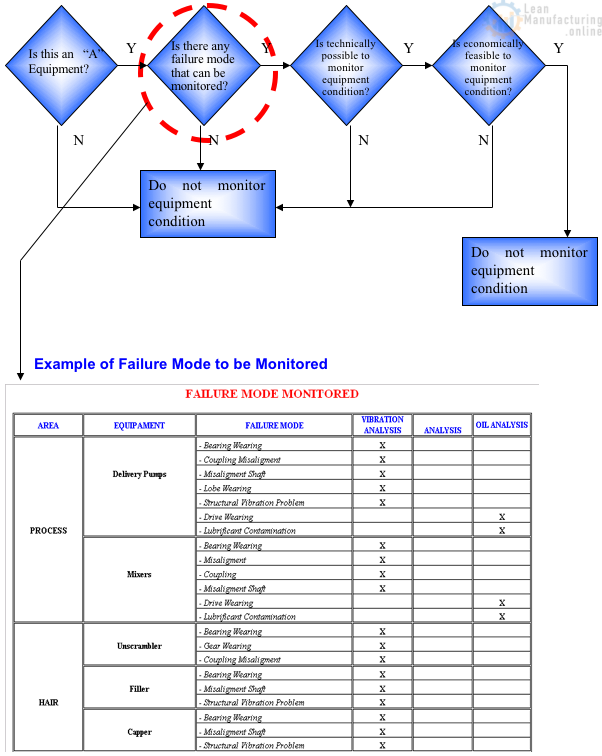
Decision Flow Chart
Step 1
- Divide the equipment by component level
- Equipment
- System
- Subsystem
- Component
Step 2
Determine which failure mode will be monitored, for instance, wearing or misalignment.
Step 3
Determine which measure will be monitored, for instance, temperature.
Step 4
How will the measure be monitored?
- Vibration Analysis
- Infrared Inspection
- Oil Analysis
- Other Methods
Step 5
When is it necessary to do this measurement? Determine the best interval weekly, monthly, quarterly, semi-annually, and annually.
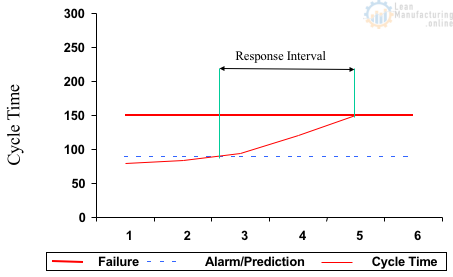
P-F Interval (Prediction Point-Failure Point)
Based on the Failure Mode for each piece of equipment, identify the best method to use to monitor the condition of the equipment.
Any method applied must allow a P-F Interval.
The Prediction Point (or Alarm Point) indicates the point where it is possible to identify that something is wrong with the equipment. The Failure Point is the point where the failure will occur. When monitoring equipment, this interval needs to be long enough to allow you to plan the replacement and perform the work before the breakdown.
In the case below, this factory uses the product cycle time to monitor the internal bade wearing.
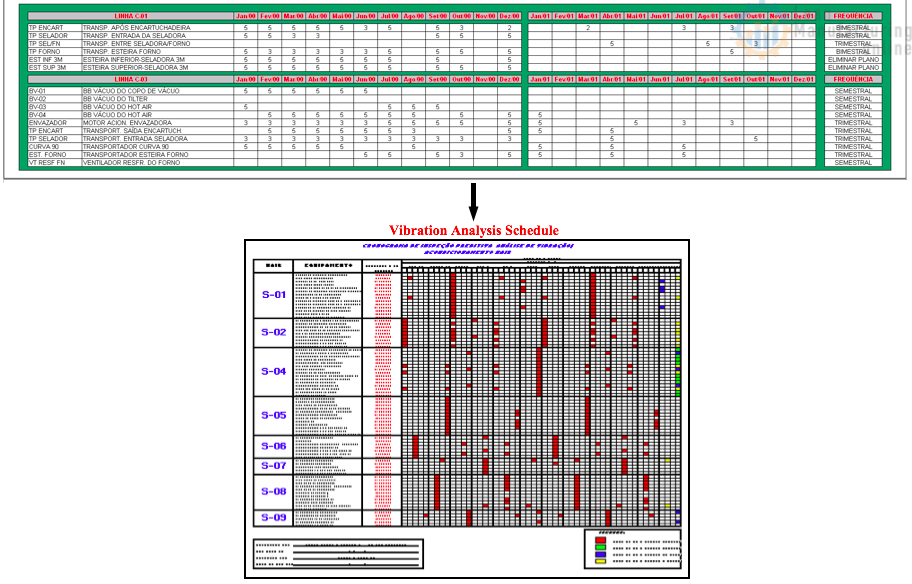
Monitoring Schedule
After identifying:
- Equipment to Monitor,
- Failure Mode to Monitor,
- Measurement
- Method
A Monitoring Schedule will be required, so it will be possible to visualize the inspections and adhere to this activity. Below there is an example of a schedule.

Trend Analysis
At the beginning of monitoring, several abnormalities will be found. Most of them will be forced deterioration. After correcting these problems, the equipment will only suffer natural deterioration.
The next step is to study the Deterioration Trend of equipment.
Identify the best interval to perform the measurements, take a period from 18 to 24 months, analyze what happened to the equipment (how many abnormalities were found), identify the MTBF for each piece of equipment, and establish the new interval.
The same level of efficiency will be kept but at a lower cost.
Predictive Maintenance Flow Chart













4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


