(1) Start with measurements
To reduce startup losses, the thermal displacement must first be measured. Thermal displacement is a phenomenon caused by the thermal changes that take place when equipment is started up or shut down, in which some of the components expand or contract, causing them to elongate or shrink in the X, Y or Z directions. As a result, the processing point (the contact point between tool and workpiece), which is determined by the relative position of the workpiece and the cutting tool or grindstone, is displaced (see Figure “Thermal Displacement of Spindle Heads and Change in Outside Diameter”). The displacement of the main shaft, grindstone, spindle, table, etc. should be measured during a continuous production run of 300 products beginning from a cold start (after the equipment has been allowed to cool down naturally for a long time from its warm state just after shutdown when its temperature was somewhat higher than ambient). Each section of the equipment should also be measured at intervals of 0.5 hours, 1 hour, 2 hours, 5 hours and so on as it cools down from its temperature at shutdown until it is completely cold, in order to determine whether or not any displacement occurs and measure it if it does.

The thermal displacement of each section should also be monitored after the equipment is started from cold on a Monday morning, until all the different parts have warmed up and the quality of the product has stabilized, to see whether it is the reverse of what happens when the equipment is allowed to cool down. The following measurements should be taken:
On the workpiece:
- Change in workpiece dimensions from first piece onwards without adjustment (this will inevitably generate defectives)
- Change in workpiece dimensions from first piece onwards with adjustment
- Mean time between adjustments
- Change in Cp value with time after startup
On the equipment (taking a grinding machine as an example):
- Change in temperature of main spindle
- Displacement of main spindle in X, Y and Z directions
- Displacement of work table in X, Y and Z directions
- Displacement of grind wheel in X, Y and Z directions
- Displacement of grindstone dressing device
- Change in temperature of hydraulic fluid
- Change in temperature of lubricant
Before performing these measurements, careful consideration should be given as to what type of measuring instruments to use, what to take as a reference surface, how accurately to measure, and how to record a series of measurements over time (whether manually or automatically). The results of the measurements should be used to determine the following:
- Change in dimensions of workpiece over time, and time taken to stabilize
- Relationship of the above with displacement of each section of the equipment
- Provisional standard for minimum warming-up time needed under present conditions
- Cause of thermal displacement of each section of the machine
(2) Review materials
According to theoretical principles, thermal displacement is to some extent unavoidable because of the coefficients of thermal expansion of the materials involved. Nevertheless, the materials should be reviewed with the aim of minimizing the displacement or the time taken for the machine to stabilize. One approach is to discuss the following points with the machine manufacturer:
Has the machine been designed with thermal displacement in mind?
- What is the thermal displacement of each section of the machine? Are thermal displacement curves available?
- Have the materials or systems been selected with a view to cancelling out thermal displacement?
- What should be done to ensure that the machine stabilises as quickly as possible?
The following questions concerning structural materials should also be investigated:
- What are the components of the relevant sections of the machine, and what materials are these components made from?
- What are the coefficients of thermal expansion of those components?
- Do the measured thermal displacement curves closely match those expected from materials with these coefficients of thermal expansion undergoing these temperature changes?
- Could any other materials with lower coefficients of thermal expansion be used, and, if so, would they be strong enough?
(3) Cool the relevant parts
As explained, thermal displacement is caused by local temperature differences within the machine, and these temperature rises can be prevented by physically cooling the relevant parts. The following specific actions can be taken:
- Give the machine itself a thermally-radiative structure: expose heat-generating motors and rotating parts (spindles, etc.) and equip them with cooling fins.
- Construct the equipment in such a way that it can be force-cooled by air or water (devices such as boring heads, for example, are often fitted with water-cooled jackets).
- Control lubricant temperature: lubricant can be circulated through heat-generating sections of the machine to extract the heat, and then passed through a cooler.
- Use cutting fluid as a coolant: control the temperature of coolant in the same way as that of lubricant.
(4) Use an automatic compensation system
Given that thermal displacement is to some extent unavoidable, one way of dealing with it is to compensate for it automatically in order to achieve stable production right from the start. It is easy to programme automatic compensation into the software of numerically-controlled tools and machining centres, using a pattern like the following:
- Estimate the displacement in advance
- Set the compensation at a high value of 50 μm for the first 2-3 pieces
- Reduce it to 30 μm for pieces 4-6
- Reduce it to 15 μm for pieces 7-9
- Reduce it to 8 μm for pieces 10-12
- Then produce as normal, without compensation
This approach can be used when the thermal displacement curve is measurable and
consistent, and there is complete data for every season.
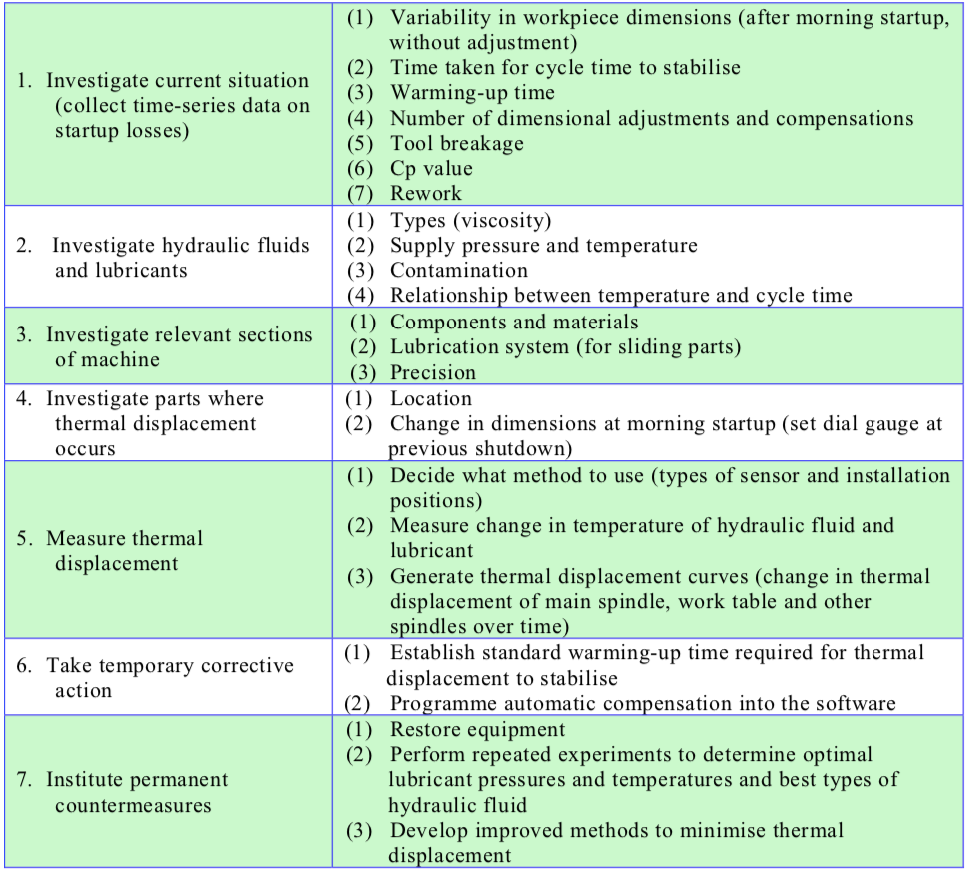
Table “Procedure for Reducing Startup Losses” summarizes the approach to reducing startup losses described in this section.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


