Purposes and cautions of practical training for autonomous maintenance
* The purpose of practical training is to master steps 1 through 3 of autonomous maintenance by experiencing them.
* The purpose of autonomous maintenance is to improve the “work site.” The activity board of autonomous maintenance is just a tool.
* Practical training is evaluated for two items.
- Evaluation of work site
- Evaluation of activity board and presentation
* Follow instructions of responsible persons in the factory and keep safety first during practical training.
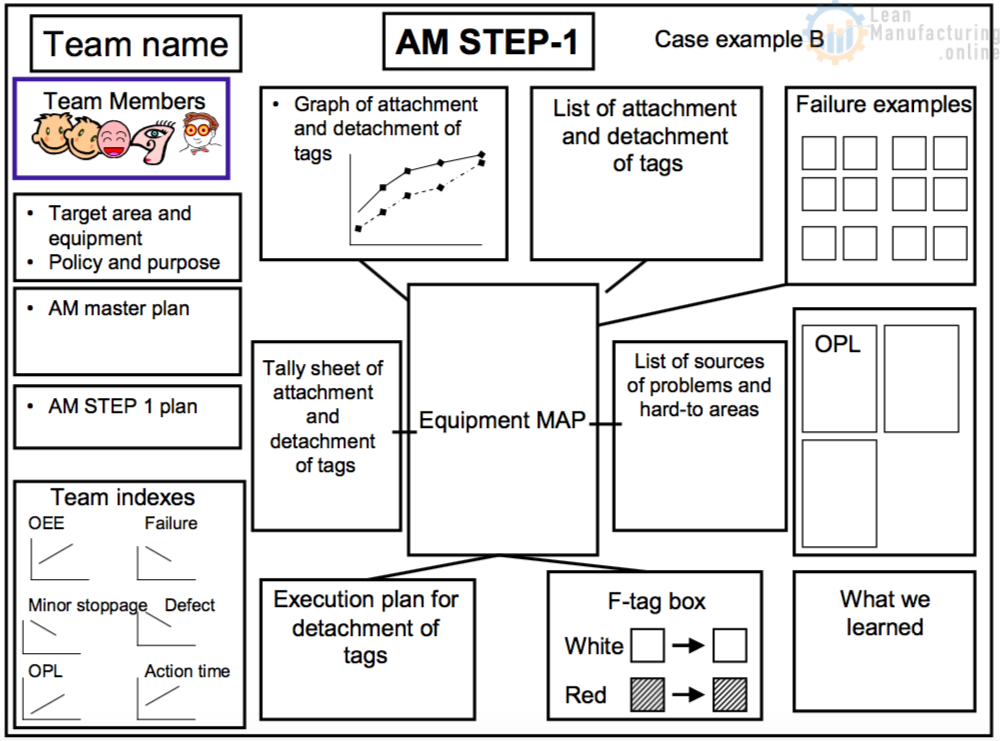
* Map failure points in the equipment MAP to understand which parts are critical.
* Aim to rise to the level where you can practice autonomous maintenance by yourself, and further rise to the level where you can teach it to others in your factory.


Evaluation of the 5 S’s
(Seiri (order), Seiton (arrangement), Seiso (cleaning), Seiketsu (standardizing), and Shitsuke (discipline))
I. Evaluation of work site
1. Are the target area and places around the equipment cleaned well?
2. Is there discrimination between necessary and unnecessary things?
(Seiri (order))
3. Are necessary things placed in fixed positions?
- Material and packing materials
- Tools
- Setup and jigs
4. Are F-tags attached to all necessary positions?
5. Are all the members involved in and working on the activity earnestly?
II. Evaluation of activity board and presentation
6. Are all the necessary sheets prepared? Are they easy to understand?
7. Are many nonconformities of the 5 S’s extracted?
8. Are the 5 S’s rules established?
9. Is close attention paid to safety?
10. Are fixed positions for necessary things determined?
Evaluation of step 2 of autonomous maintenance
I. Evaluation of work site
1. Are all sources of problems extracted?
2. Are all hard-to-do areas extracted?
3. Are improvements that can be done at the site implemented?
4. Do they take into consideration failures, minor stoppage and quality in taking countermeasures?
5. Are all the members involved in and working on the activity earnestly?
II. Evaluation of activity board and presentation
6. Are all the necessary sheets prepared? Are they easy to understand?
7. Are many sources of problems and hard-to-do areas extracted?
8. Is there consistency with critical points? (MAP)
9. Are the details of OPL kept to the points?
10. Do the members fully understand autonomous maintenance and give clear, consistent explanations?
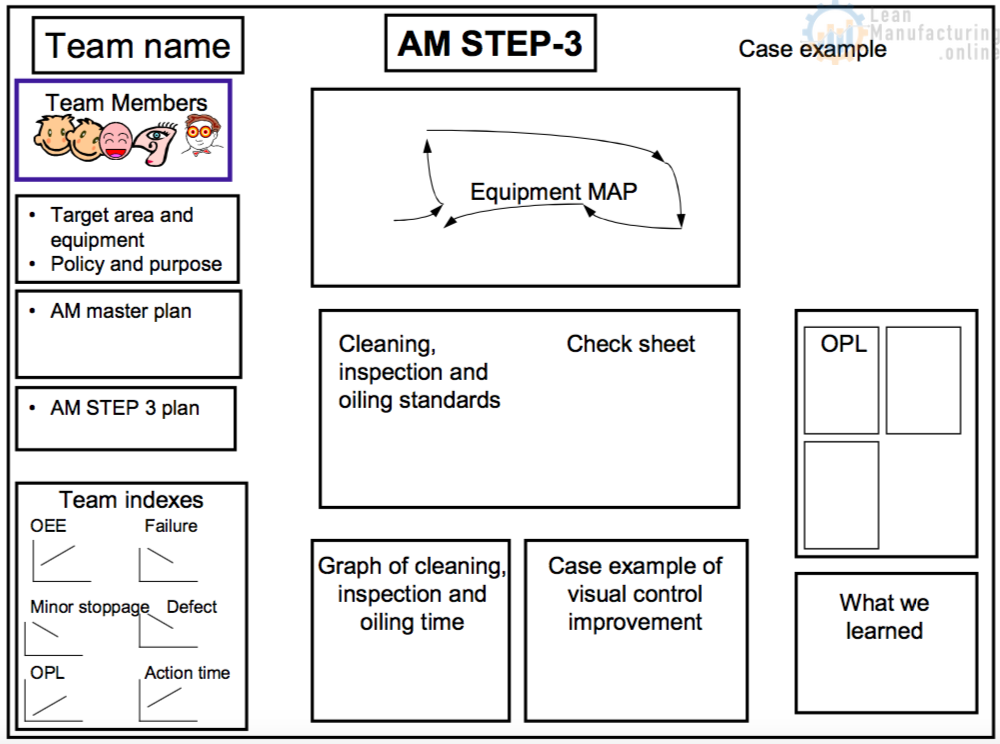
Evaluation of step 3 of autonomous maintenance
I. Evaluation of work site
1. Do they fully examine the points to be cleaned, inspected and oiled at the work site?
2. Are the ideas for visible control at the work site easy to understand and kept to the point?
3. Is there consistency between hard-to-do areas and the standards?
4. Are inspection routes and inspection positions taken into consideration?
5. Is there significant evidence of imaginative effort to reduce cleaning, inspection and oiling time?
6. Are all the members involved in and working on the activity earnestly?
II. Evaluation of activity board and presentation
7. Are the standards and the check sheets easy to understand?
8. Are there any unreasonable or incomplete points in the standards? Are the points and frequencies appropriate?
9. Is there consistency between hard-to-do areas and critical points and the standards?
10. Is the visible control satisfactory?
11. Do the members fully understand autonomous maintenance and give clear, consistent explanations?
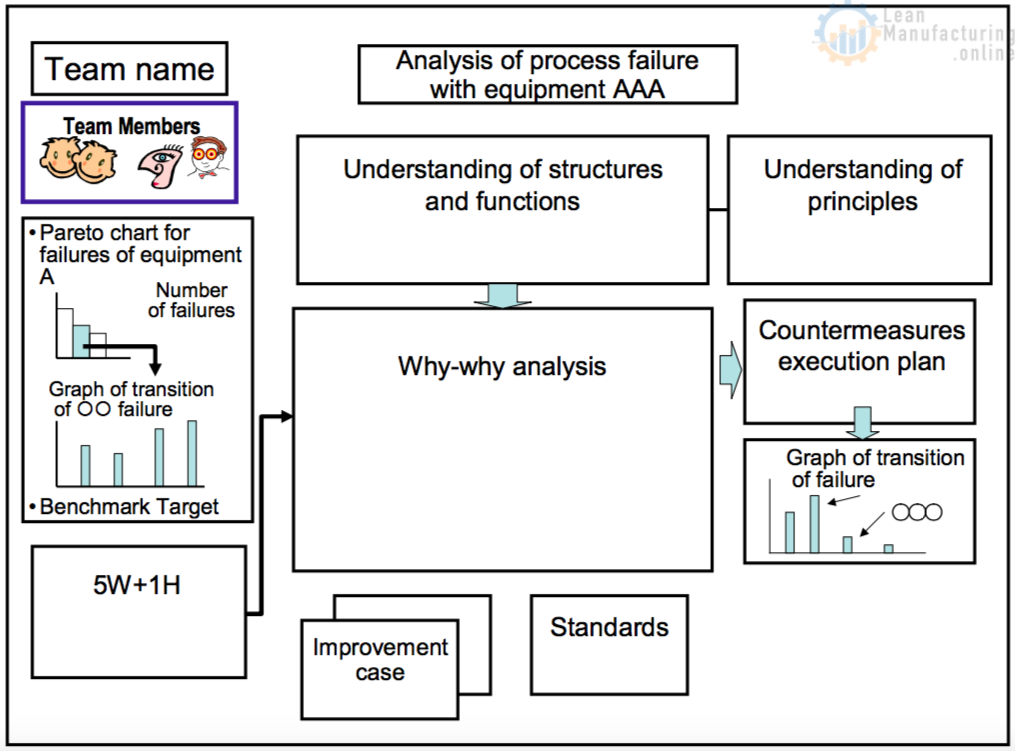
Why-why Analysis
*Check the following before starting to make a why-why analysis:
- Target failures
- Failure frequency
- Structures and functions
- Principles
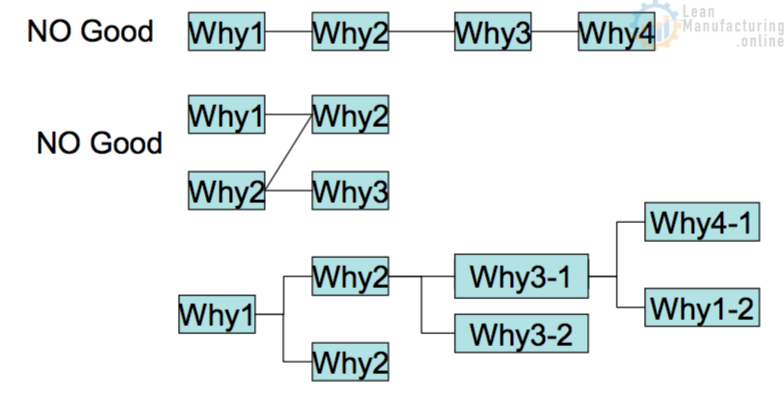
*Why-why analyses indicate probable factors of failures based on the principles, not results of causes of failures. Therefore, all factors must be listed in trees, rather than using a single method.
Minor stoppage
* Narrow down minor stoppage phenomena.
* Observe phenomena at the site. Utilize video recording.
* Check for slight defects before making an analysis.
* Confirm the structures, functions and principles.
* In most cases, chronic minor stoppages have two or more factors.

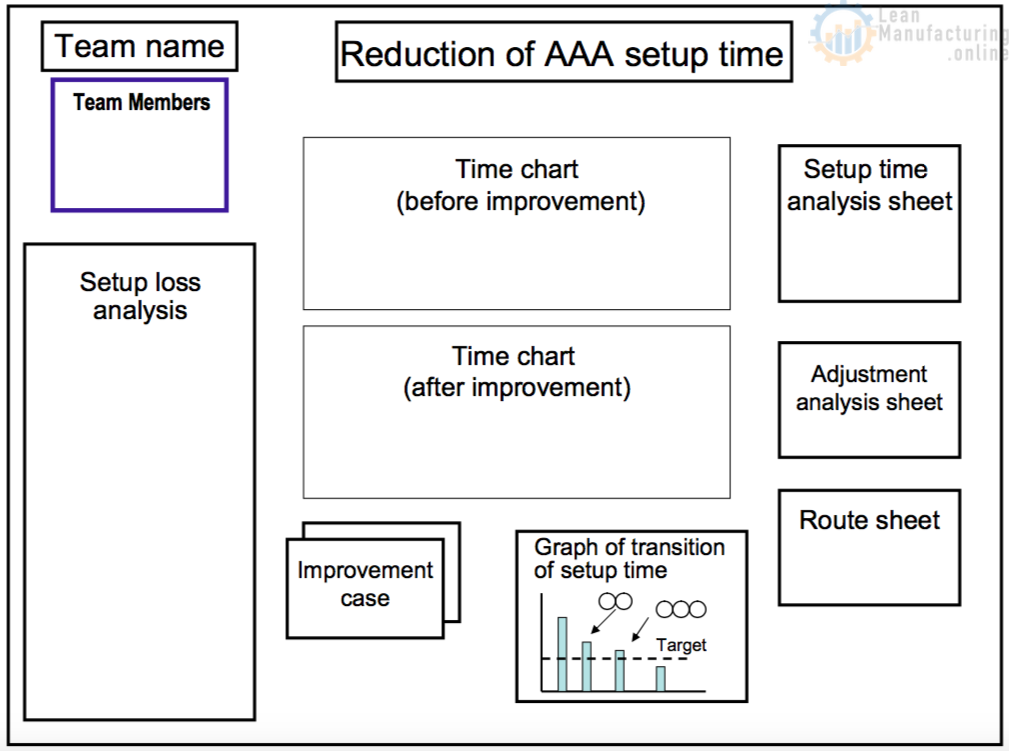
Setup improvement
* Clarify which setup pattern is a target.
It is meaningless to average different setup patterns.
* Use video recording as much as possible for time analyses.
- Clearly define the range of a setup. Work before a quality product is produced, including detachment, attachment and adjustment
- For example, if three workers are involved, observe the work of each of them.
- Classify the units of analysis work. Detachment of AAA, transfer and transport of AAA
* Come up with ideas for improvement that can be implemented with minimum investment.













4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


