1. Robust Design and Quality Maintenance
1.1 Quality Maintenance in a Broad Sense
In order to achieve the 100% yield rate, it is very important to set conditions and control the set conditions in all stages from product planning, design and development to prototyping, process design and equipment/facility design to initial-phase control and production. In the TPM part I, the importance of setting conditions and controlling the set conditions after removing root causes from each process was recognized and the quality maintenance in a narrow sense was established. Activities conducted are divided into activities for maintenance system enhancement and activities for system improvement. Both activities are correlated and are always conducted concurrently. The “figure 8 development” method comprising seven items shown below will help understand how these activities are conducted.
Table 1 Tasks to perform in each cycle of quality maintenance using the “figure 8 development” method.

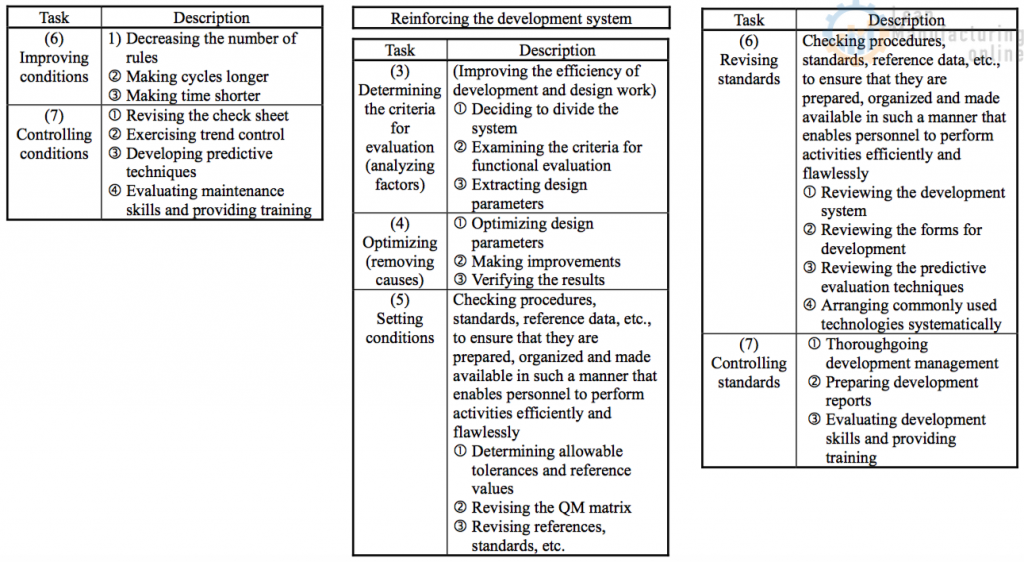
In conducting the activities of quality maintenance in a broad sense, initial-phase control activities must be conducted in stages from product planning, development and design to full- scale production after start-up. Initial-phase control activities consist of activities to reinforce the development management and activities to reinforce the development system. The “figure 8 development” method comprised of seven items shown in Table 1 will help understand the initial-phase control activities.
If there are less novelties in a certain development program, activities conducted to reinforce the development system, i.e., activities described at (3), (4) and (5) in the stage of initial-phase control will overlap activities conducted to reinforce the improved system which are activities of quality maintenance in a narrow sense. Therefore, it is important that activities based on the “figure 8 development” of quality maintenance in a narrow sense and activities based on the “figure 8 development” of initial-phase control be conducted simultaneously.
To increase the effectiveness and efficiency of quality maintenance, routine management tasks shall be performed and the status of improvements made shall be monitored (activities of quality maintenance in a narrow sense) according to the “figure 8 development” method while initial- phase control activities shall be conducted at the same time according to the “figure 8 development” method so that quality maintenance activities are conducted in the form of “double figure 8 development,” the quality maintenance system in its broad sense can be established and improved, and a company-wide quality assurance system can be operated effectively and efficiently.
The approach of robust design can be effectively used to identify and clarify unclear process conditions as against clear, ideal process conditions when performing tasks specified in steps (3), (4) and (5) of initial-process control activities of quality maintenance in a narrow sense.
Robust design will also provide concepts and techniques essential in increasing the efficiency of development and design work and cutting down on the development period in steps (3), (4) and (5) of initial-phase control activities of quality maintenance in a broad sense.
Initial-process control activities involve new work methods, new equipment, unknown techniques, and other novelties. Because new process techniques and other unique techniques must be developed in the stage of initial-process control, robust design can be used as an effective tool to produce good results out of initial-process control activities.
1.2 Quality Maintenance in a Narrow Sense and Robust Design
In seven steps of quality maintenance in a narrow sense, ability needed to perform the task specified in step (3) is analysis ability. It is the ability to identify factors by reasoning based on a knowledge of theories, principles and mechanisms. Training in the concept of PM analysis will produce good results for personnel who wan to acquire this ability. It is important to identify requirements and sufficient conditions through PM analysis and to define an ideal state of things.
An ideal state of equipment, materials, personnel, etc., can be identified through PM analysis. On the other hand, an ideal state of process conditions cannot always be identified from a physical standpoint and therefore past experience is usually given higher priority in determining an ideal state of process conditions.
To optimize the process conditions, robust design can be used as a very effective approach.
In the step (6) where conditions are to be controlled, a small number of rules must be observed in a short time over a long period. Therefore, conditions easy to maintain and control must be established as conditions to be controlled in the step (6). These conditions, however, depend on the conditions determined in the above step (3). It is important, therefore, that conditions easy to maintain and control are established in steps (3) and (4).
Robust design can be used as a tool for quality maintenance in a narrow sense to optimize unclear conditions, to create an ideal state of things, and to upgrade conditions to conditions easy to maintain and control.
1.3 Initial-Phase Control Activities
Initial-phase control activities are main TPM activities and can be divided into initial-phase product control and initial-phase equipment control activities. Initial-phase product control activities are conducted to achieve efficient management of quality maintenance operations from product planning to mass production. Two major objectives of initial-phase control activities are as follows:
- Securing basic product functions and optimizing all relevant conditions to increase the efficiency and ease of quality assurance and production activities and to introduce automation as much as possible.
- Cutting down on the period of product development and achieving full-scale production after start-up (one-shot acceptable quality production) through coordination with a production engineering function.
In conducting initial-phase product control activities, a development function or product design function plays a central role and coordinates with equipment design, production, quality assurance, accounting and other functions. On the other hand initial-phase equipment control activities are conducted with a focus on the flow of equipment in stages from equipment planning and development to initial-phase control. In conducting initial-phase equipment control activities, an equipment design function plays a central role and coordinates with product design, production, quality assurance, production management, accounting and other functions. These activities can be expressed in the form of a two-dimensional diagram with one axis representing a product and the other axis representing a work method (equipment).
Robust design can play an important role in preventing trouble during initial-phase control and achieving efficient concurrent engineering.
1.4 Initial-Phase Product Control Activities and Robust Design
Reports about a certain company are that design is a factor responsible for 70 to 80% portion of product costs and 80% of rework costs of trouble is associated with design-related factors, causing the profitability to become worse and the productivity and overall equipment efficiency to deteriorate. As explained previously, cutting down on the lead time of new product development is extremely important to all companies. In order to cut down on the lead-time of development, two points shown below are of vital importance:
- Concurrent engineering
- Cutting down on the period of initial-phase control
To conduct initial-phase control activities based on concurrent engineering, it is necessary to utilize and manage technologies, tools, tasks, human resources, and time. Particularly, a shift in the paradigm must be made from development of individual products to development of essential technologies. Although robust design can be used as an effective tool to achieve this shift, the functions that such conventional tools as CAE and three-dimensional CAD perform to enable information sharing should be equally recognized.
It is not an easy task to cut down on the period of initial-phase control and achieve full-scale production after start-up or one-shot start-up for production at the same time. Initial-phase production control is a final step in initial-phase control operations. To cut down on the period of initial-phase production control, the level of work quality in the stages of development and design must be increased or work quality must be assured. To assure the work quality in the stages of development and design, the following requirements must be met:
- A production preparation system must be established (a production preparation system in which MP-related information is integrated and can be used for development and design).
- Reliable design reviews must be conducted in each stage of development and design (the techniques for development assessment must be established and review procedures must be improved).
- Defects or problems pointed out in design reviews must be solved and controlled.
- Engineers must be trained.
Activities conducted to meet above requirements are the activities conducted to prevent trouble that can be predicted in a development or design stage from happening. However, there are types of product- or equipment-related trouble that cannot be predicted in a development or design stage. Robust design can be used as a means for predicting trouble and preventing it from happening.
That is, robust design provides very effective approaches and means that can be used to develop new work methods and new products efficiently, achieve a satisfactory level of work quality, and prevent unpredictable trouble from happening.
2. Robust Design
2.1 Robust Design and Quality Engineering
In a word, robust design is the technical methodology for achieving high quality and high productivity at the same time. To put it differently, robust design is a means to quickly develop low-cost, claim-free products. In a narrow sense, robust design is the design that enables a product to perform the same specified functions both at time of shipment from a factory and during use in the market. It is a concept and methodology central to the Taguchi method that is now widespread in the world. In Japan, robust design is also called quality engineering.
2.2 Robust Design and Quality Engineering
Robust design (quality engineering) was proposed by Dr. Genichi Taguchi in the 1970s. It is an approach to technical development, product design, process design, improvement, et., that was conceptualized from the standpoint of engineering.
It was introduced to the Bell Laboratories early in the 1980s and remarkable results were accomplished. In America, unique, superior features of robust design were recognized while in Japan engineers and researchers had a high opinion of robust design and introduced it to manufacturing industry as well as to the field of research and development.
Although robust design is called the Taguchi method in America, a clear-cut definition is not yet given to it.
Robust design is defined in various different ways, as shown below: There are three different approaches:
- Using an orthogonal table
- Using a SN ratio
- Using a loss function
A design stage is divided into four categories:
- System design
- Parameter design
- Allowable tolerance design
- Determination of allowable tolerances
Parameter design is divided into two categories: Improvement of robustness and tuning to match a target value.
Factors used for an experiment are divided into three categories:
- Control factor
- Signal factor
- Error factor
In this case, control factors are allocated inside an orthogonal table while signal and error factors are allocated outside so that the SN ratio can be obtained and optimized.
Because in America robust design was considered different from the conventional approaches to research and development, it was named the Taguchi method. The background of the development of the Taguchi method and mathematical grounds for it were not discussed in America.
Quality engineering is based on not only various approaches as indicated by the definitions shown above but also other approaches different from those of mathematical statistics, namely, principles of energy spectrum analysis. Quality engineering also contains the research procedure using basic functions as well as a methodology for doing research work using test pieces.
2.3 Popularization of Quality Engineering
In the United Status, quality engineering is called the “Taguchi Method” or “robust engineering” and has been enjoying greater recognition than in Japan. Quality engineering is said to have contributed substantially to defeating American technological stagnation in the 1980s. In 1997, Dr. Taguchi was inducted in the Automotive Hall of Fame, which recognized his distinguished service to the U.S. auto industry. Today, some American universities have their own Taguchi Center where quality engineering is being studied.
Among Asian countries, South Korea and China are leading in the use of quality engineering. In Europe, some enterprises are successfully introducing quality engineering. Quality engineering is now establishing its place in the world as a powerful methodology for future technology development. In the United States, however, the term “Taguchi Method” continues while its essentials remain misunderstood by some people.
Recently, an increasing number of enterprises and laboratories in Japan have introduced quality engineering in their research and development departments. In response, the Ministry of Economy, Trade and Industry organized a project to have a Japanese proposal introduce part of this original concept and technical theory into ISO standards. Quality engineering is expected to become a general concept worldwide as a functionality evaluation method.
Today quality engineering is introduced to many different areas of research, including mechanical engineering, electrical engineering, chemistry, agricultural science, pharmacy, medical science, etc. In 1993 the Quality Engineering Forum was established as a scientific society and in 1998 the name was changed to the Quality Engineering Society to further develop quality engineering and disseminate information on it.
Of the companies that are actively developing quality maintenance activities, the number of those that are achieving remarkable results using robust design is increasing.
2.4 Outline of Quality Engineering
The scope of quality engineering can be roughly divided into the following three categories: (Table 2)
- Off-line quality engineering
- Online quality engineering
- Pattern recognition MTS method (Mahalanobis-Taguchi System)
2.5 Off-line Quality Engineering (Robust Design in a Broad Sense)
Off-line quality engineering is study for improvements to be implemented at research and development departments or production engineering development departments. This is the most important field of quality engineering. Generally, this area can serve as robust design in a broad sense. A method representative of this area is parameter engineering. The procedure of robust design in a broad sense consists of four steps shown below:
Clarification of Functions
The first step of off-line quality engineering is to understand technologies and merchandise as a system and clarify the input to and output from the system. At this stage, clarify objectives of the system and the relationship between the input and output of the technical means in question. The relationship is called the basic function. An ideal function is considered to be y = βM, where the input is the signal factor (M) and the output is the characteristic value (y).
Determination of a scale for functionality evaluation
The second step is to clarify how the system covered in the first step is used in the market and to cover any use or environmental conditions deviating from the ideal relationship of y=βM. The way the system is used is called an error factor. In order to evaluate the technologies and merchandise that have been covered so far, an evaluation scale called the SN ratio is determined from the signal factor, characteristic value, and error factor.
Implementation of improvement (Parameter Engineering)
The third step is to execute the parameter engineering for improvement. Conduct experiments using orthogonal arrays and other means to determine the targets of various control factors, including design data and processing conditions. In this stage, two-stage design is implemented by minimizing the variation first and then making adjustments to achieve the target values for the entire system.
Allocation of improvement effects
In the fourth step, improvement effects are allocated. In the first, second and third steps, products and process conditions are optimized so that variations can be minimized. In the fourth step, the effects of improvements made in previous three steps are allocated to achieve cost reductions and to improve productivity. A primary objective of the fourth step is to minimize losses that might be caused to society.
2.6 Online Quality Engineering
Online quality engineering is a method to optimize the quality control of manufacturing processes such as feedback control and feedforward control in terms of economy. This field has been promoted by the JIS in recent years. This method allows you to economically determine the measurement interval of work pieces and determine the most economical limits to adjust varying characteristic values. You can also determine the control methods, such as the calibration and inspection intervals of measuring instruments and their calibration limits, the maintenance and inspection intervals of equipment, and the concepts of inspection engineering and process linking. This is an organized method to determine the most economical ways of quality control and equipment control in the manufacturing stage using the loss function.
2.7 Pattern Recognition MTS Method
The MTS method is a methodology aimed at improving the productivity of information processing. This is the newest field in quality engineering. This method extracts characteristics from various kinds of information obtained by some means, recognizes a pattern, and selects economical information.
A conventional study to extract characteristics from an abnormal group in question was mainly used to recognize patterns. The MTS method, however, focuses on a normal group and determines the reference point and unit quantity of the group to obtain an evaluation characteristic (Mahalanobis distance).
In the conventional method to recognize patterns, several characteristic quantities or several major components obtained by calculating the characteristic quantities were used to recognize patterns. This method uses all major components to recognize patterns.
However, it is not economical to extract and calculate each characteristic value that has recognizable patterns. For the sake of economics, the following step provides a method to choose only the information required to recognize patterns and rationalize it so that patterns can be recognized in the most economical way.
This method is applied to diagnosis of disease, prediction of treatment conditions, fire detection using fire alarms, acceptability judgment using visual inspection machines, prediction of the service life of cutting tools, evaluation of software capabilities, and for other purposes. A number of studies have started in recent years for applications of this method.
2.8 Robust Design as a Tool for Researchers and Engineers
CAD and CAE have contributed greatly to an increase in the computation and work efficiency of research, development and design. If a problem occurs, CAD or CAE cannot solve it singly nor produce any output. To obtain good output, the content to be input into CAD is important.
Robust design is a tool for researchers, as is the case with CAD or CAE. To increase the efficiency of research and development, a certain number of data is input to output optimum systems and parameters. If wrong data is input or if data is input in an inappropriate manner, proper output cannot be obtained.
3. Objectives of Robust Design
3.1 Conditions for Survival
Enterprises must overcome the following three major issues to survive and remain competitive.
Further cost reduction
The first subject is to further reduce manufacturing costs. Cost reduction enhances the power of the enterprise, so it is an everlasting proposition for the enterprise. Given current situations, firms will not be on the safe side even if they have been working to reduce cost. They must know that they have to provide pricing that reflects the worth of products and satisfies customers, and such prices must be much lower than the level they consider reasonable. How the cost can be reduced without causing a deterioration in quality is the most important technical problem.
Enhancing product development power
The second subject is to enhance product development power. Wise customers purchase only what they need. There is not much demand for products that are manufactured just out of curiosity by manufacturers. They must foresee what kind of products customers truly need and must be able to supply the products in a timely manner. For this purpose, manufacturers must have a strong power for product development (quality and speed of product development) that can response to any demand.
Bringing complaints to zero
The third technical requirement is to reduce complaints to zero. Customers will select products more critically in the future. If a complaint occurs in these situations, it will hinder sales activities considerably. Whatever the reason, it is necessary to bring complaints to zero. Considering PL issues, a severe complaint may kill an enterprise.
These three issues above can be resolved through robust engineering.
3.2 Scope of Robust Design
Table 2 shows the stages to which robust engineering can apply. You can expect great success by using robust engineering in the stages of technology development, merchandise development and improvement, and production engineering development and improvement.
Table 2 Effective application of robust engineering to different stages.

3.3 Achieving Cost Reduction
Product costs are almost determined in the development and design stage.
(1) Using low-priced materials
The traditional form of development and design was to create high-definition products using as high-grade materials and parts as much as possible while applying high-grade systems. Clearly, this is costly. The most effective method to reduce costs is using the lowest-priced materials and parts available and to develop and design products that can perform their functions reliably. We are apt to believe that low-priced materials and parts and simple systems will degrade the level of quality and increase the range of defects. However, you can produce high-definition products with better consistency and a longer service life by executing parameter design for selected parameters. Parameter design is described in more detail in Chapter 5.
(2) Providing larger tolerances
Another cause of high costs is the tolerance. If the tolerance is not specified or is too large, it will increase the range of variations and result in complaints. For this reason, design engineers are apt to reduce the tolerance to prevent complaints from occurring. A smaller tolerance increases costs, but nobody can check for too small a tolerances because there is no method available to find the proper tolerance. Design engineers must be provided with a method that allows them to check the adequacy of the tolerance themselves. This is “tolerance design.” By executing parameter engineering before tolerance design, you can specify a larger tolerance that leads to reduced costs.
To design a low-cost product (lost-cost parts, wide tolerances), robust design (parameter design) in a narrow sense will produce remarkable results. This point is described in more detail in Chapter 5.
(3) Increasing the production speed
In terms of production engineering, an important way to raise productivity is to increase the production speed. Generally, higher production speeds increase the variation in quality. The production speed is thus reduced to the level where the variation in quality is in the allowable range. It indicates clearly the importance of minimizing the variation and making use of the resultant improvement to increase the speed. Parameter designing shines through its great power to minimize variation.
(4) Reducing the maintenance management costs
With production engineering, optimizing the manufacturing conditions to reduce the maintenance management costs as much as possible reduces cutting blade losses and consumable jig replacement losses and thus improves productivity. For this purpose, parameter design is considered an important optimization method.
3.4 Increasing the Market Share
To increase the market share of a product, there are at least two technical requirements. First, the product must be reasonable. Second, there is no variation in the product functions, that is, it causes no trouble. Reasonability has been described in the paragraph above. “There is no variation in the product functions” means that the functions of the product will not deteriorate, stop, nor cause trouble. In other words, the initial performance obtainable at the time of purchase must be maintained.
It is important to consider the temporal and special changes in a product as the variation and design a product so that the variation will be minimized. To achieve this, evaluate the variation at n = 1. This is a feature of robust engineering.
Needless to say, there is no doubt that a new market share can be obtained by providing the world with merchandise that meets customer needs. For this purpose, accurate planning and quick development of products are required.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


