4. Minimizing Variation
4.1 Variation (Consistency) means Temporal and Spatial Changes
Quality engineering aims at minimizing the variation. then adjustment is made to achieve the target values.
The variation is minimized first, and This is substantially different from the conventional method in which adjustment to the target values comes before the reduction of variation.
In this document, variation includes three factors:
Environment (Temperature, humidity, and other operating conditions)
Deterioration (Wear, change in material quality, and deterioration with age) Individual difference (Irregularity due to manufacture)
Environment and deterioration, in particular, are defined as variation factors to obtain design conditions that allow products to be consistent with respect to these variation factors.
Therefore, the word “variation” in quality engineering means the variation at n=1. This is the variation of product functions arising when a product is released on the market and used by customers.
The type of variation that occurs during production is mainly individual differences shown at above. In evaluating the variation during development or improvement of production techniques, accidental errors are not the point to consider; instead, the variation in a previous process is intentionally increased and resulting variation is evaluated. How the variation should be dealt with after improvements are made is described in detail in Chapter 8.
4.2 Minimization of Variation Depends on the Stage of Origin
Only the third factor, “individual difference,” can be improved in the manufacturing stage. In the manufacturing stage, it is impossible to reduce the variation due to the environment or deterioration of products on the market. Countermeasures against environment and deterioration can be improved only in the research and development stage before the manufacture starts. Claims resulting from the variation in functions in the market can be prevented only if improvements are made in the stage of initial phase control or upstream control. Also, it is difficult to optimize individual differences shown at above effectively in the stage of production. An attempt to optimize them must be made in the stage of development or when production techniques are designed.
Therefore, robust design is most effective if it is introduced to an upstream stage, namely, to the stage where a development system is improved and reinforced as part of initial-phase control activities. In doing research in such an upstream stage, it is important to design products with technical advances, general versatility and reproducibility. These three points are the keys to successful technical development.
4.3 Study of Variation Requires No Products
Usually, design can be implemented only after the product plan is determined. The conventional study for optimization required products to be manufactured or used for the study. This increases the lead-time for development. When a product does not work well, it needs to be manufactured over again. This hinders the development process.
On the other hand, a study on variation requires no products. It is possible to conduct experiments by exercising ingenuity on test pieces and using models or computer simulation. Cutting down on the development period by using such ingenuity is the basis of good concurrent engineering.
4.4 Studies of the Environmental Variation in Development for Improvement are Sufficient
Among three factors of variation, the most important is to study the environmental variation. To improve the efficiency in the development of improved consistency, studies with the operating environment alone are sufficient.
When a temperature changes, it will cause changes in dimensions, physical characteristics, element characteristics, and reciprocal relationships between parts. In most cases, a product designed to be stable in these situations is also stable with respect to deterioration.
4.5 Broadening Deterioration Conditions
If it is easier and requires lower costs to conduct experiments using different deterioration conditions than using different environmental conditions, you should conduct experiments by considering deterioration as an error factor. Deterioration conditions used for reliability tests require a lot of time for deterioration to develop, and what is worse, they cannot display clear differences. When deterioration is adopted as an error factor, experiments must be conducted with sufficient loads applied in order to display functional differences between the initial status and the deteriorated status. The variation is evaluated by observing differences in the functions of the product between the initial conditions and the status after deterioration has developed.
5. What Is Parameter Engineering?
5.1 Utilizing Nonlinear Results
Parameter design aims at using the effects of nonlinearity between control factors and characteristic values. The concept of parameter design is shown in a Figure 7.1. To determine a parameter means to determine which to choose, A1 or A2, in the case that control factors are to be handled as in the case of the design condition A. In determining a parameter, a difference between maximum and minimum values of characteristic values y must be evaluated in terms of the SN ratio. This difference is a combination of error conditions under each of two different conditions defined as A1 and A2. For example, characteristic values are evaluated under one condition that error conditions are combined at high temperature in an initial state and under the other condition that they are combined at low temperature after deterioration occurred.
If it is found that nonlinearity has affected a relationship between design conditions and characteristic values, characteristic values with small variation can be obtained by changing conditions to A1 and A2 conditions.
A control factor like the design condition B, however, should be noted. In the case of the design condition B, a difference between maximum and minimum values of characteristic values y is not affected by error conditions, irrespective of which condition is chosen, B1 or B2. That is, the control factor is a factor that remains unaffected by the effects of nonlinearity between control factor conditions and characteristic values. In this case, a change in the target value of design conditions will not increase the stability of characteristic values but will be able to adjust the average value of characteristic values.
Parameter design is intended to conduct an experiment on multiple control factors and to distinguish the control factors that may affect the variation from the control factors that may affect the average value.
5.2 Conventional Two-stage design
In the case that there are four conditions, optimum conditions can be determined as follows:
If a certain target value is given, optimum conditions are determined one by one based on multiple conditions – a conventionally used single-factor experiment. In optimizing conditions using this single-factor experiment, a design condition A is to be optimized first and other conditions are fixed. This design condition A is drifted through about three levels and a condition A1 that is close to a target value can be obtained. A condition B is then drifted with the condition A1 fixed and a condition B2 can be obtained. With the condition A1 and B2 fixed, a condition C1 and a condition D3 can be obtained. Target conditions are extracted from this process and allowable tolerances of each individual condition are determined to reduce the variation.
If obtained values are still outside the target value after conditions are processed in steps described above, some adjustments must be made:
Using tighter allowable tolerances for A, B, C and D Increasing the level of parts
Using high-priced material, etc.
Using this conventionally used approach that is called the two-stage design, conditions are first processed to fit results in set target values, then adjustments are made to decrease the variation.
5.3 Two-stage design for Parameter Engineering
Parameter design is based on the use of nonlinearity. In using robust design to optimize conditions, variation instead of target values is first taken up as an object to which nonlinearity effects are to be applied. Because variation is the first point to consider, A3, C3 and D2 are chosen for A, C and D, respectively. Such a factor as B does not vary widely and therefore remain unaffected under any given condition.
In the first step where variation must be minimized, a combination of A3, C3 and D2 is chosen. This combination is expected to reduce the variation in characteristic values. Although variation can be reduced, it is still far off target values.
To bring the variation close to target values, average values must be adjusted to target values. In this case, it is necessary to use such a factor as B since the use of B allows average values to fluctuate while variation remains fixed. If B3 is chosen, average values can be brought down and desired characteristic values can be obtained.
Because variation is first minimized using parameter design, a combination of conditions can be found that can keep the variation in characteristic values to a minimum though low-priced parts or parts with a wide range of variation are used. After variation is minimized, conditions are adjusted to bring them close to average values.
Parameter design is a process of following this conceived procedure and identifying the SN ratio that represents the interaction between control and error factors.
We need information that enables us to clarify the following points:
- Do design conditions affect the variation or average values?
- Will the variation decrease if individual condition values are increased?
Information that enables to clarify the above points is called robust design information (RD information). This information is accumulated and used to develop new products and process similar products, thus allowing the lead time for development to be cut down.
A case concerning certain companies should be noted: two companies manufacture products with almost the same functions but prices (costs) are different and one company makes profits while the other company does not make profits. Each product is disassembled and sizes of each part are measured, and it is found that their target sizes are quite different though assembled products have almost the same functions. Whether parameter design was used or not explains this difference in two products.
5.4 Tolerance Design
Cover as many control factors as possible and reduce the variation in the way mentioned previously. If the variation is still out of the target range, specify tolerances to control the error conditions and control factor conditions.
Tolerance must be eventually specified to design products or determine manufacturing conditions. The problem is what the tolerance is specified for, what kind of criterion it is based on, and to what level the cost should be reduced. Only after those questions are answered is the job complete. With the conventional method, however, engineers did this first and then proceeded to the job without having any doubts about it. Products manufactured in such a way would be used in unexpected ways or involved in trouble, forcing the engineers to do something just to cope with the occasion. Reform of this point is a must.
5.5 Requirements for Improvement
To design stable products, units, and processes, the following minimal requirements must be satisfied.
- The system is complicated
- Diversified options are available
- Measurement is possible
- “Measure what should be measured, not what can be measured”
6. Steps of Robust Design
In applying robust design in a broad sense to quality maintenance, four stages shown below shall be followed:
- Clarifying functions
- Determining the criteria for evaluating functionality
- Making improvements
- Allocating improvement effects
It is recommended that each of above four stages be carried out according to seven steps shown below:
Table 3 Stages of robust design and steps

Table 4 Seven steps of robust design
1. Analyzing themes
- Determining themes
- Clarifying objectives
2. Determining y=βM
- Clarifying target functions
- Clarifying basic functions
- Determining measurement characteristics
3. Determining the SN ratio and evaluation method
- Determining the reference value of signal factors
- Choosing error factors
- Mixing errors
- Determining a test piece
- Conducting preliminary experiments and calculating the SN ratio
4. Planning experiments
- Extracting design parameters
- Choosing control factors
- Determining the level of control factors
- Allocating to an orthogonal table
- Preparing an experiment instruction sheet
- Determining the order that an experiment is conducted
5. Conducting experiments and choosing optimum conditions
- Conducting experiments and acquiring data
- Monitoring data
- Calculating the SN ratios and sensitivity for each line
- Calculating the level average for each column
- Preparing a factor-to-effect drawing
- Choosing optimum conditions
- Estimating gains
6. Conducting experiments for verification
- Determining conditions for experiments for verification
- Conducting experiments
- Calculating the SN ratios and sensitivity
- Calculating gains
- Verifying reproducibility
- Tuning to target values
7. Verifying results and improved productivity
- Verifying results according to quality characteristics
- Technical observation
- Allocating improvement effects
- Identifying the effects of improved productivity
7. Functionality Evaluation
7.1 Evaluating the system functionality
When technology used to make products or a production process is evaluated, there is the tendency that only results are evaluated. Results, however, are the expression of underlying intentions or directions. In evaluating the workings of an object, it is important to first think of such intentions or directions and then examine what results are produced out of such intentions or directions. That is, products, technology, production processes, etc., shall be considered to be part of a system and the relationship between input and output of this system must be examined. The most important point is “what is to be measured and what is to be evaluated?”
Example:
Table 5 System functions and quality characteristics
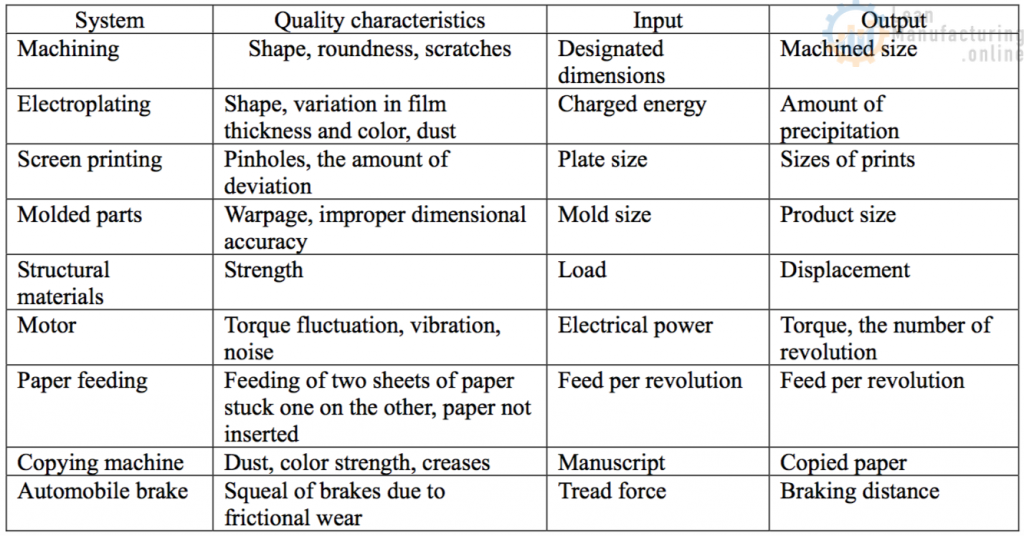
7.2 From Target Functions to Basic Functions
Technical means used to achieve objectives shall be clarified. If we can identify technical means, we will be able to represent the relationship between objectives and means as the relationship between input and output of energy. If there is no loss in the relationship between input and output of energy, output becomes twice as large if input is doubled so that the amount of energy loss or waste can be decreased.
Assuming that there is a breaker used in a power supply circuit, the function of a breaker is to break a circuit when specified overcorrect flows. This function is called a target function. To enable a breaker to perform this function, a number of technical means can be used. An specialist in mechanical engineering might think of a bimetal so that he can use a difference in thermal expansion coefficients of two different metals to disconnect a circuit. A specialist in electrical engineering might think of an electromagnet to disconnect a circuit.
Technical means that engineers choose to materialize a target function indicate involved basic functions. In the case of the bimetal, displacement is an output and it should be examined in relation to electric current signals (temperature). In the case of the electromagnet, suction force as an output should be examined in relation to an electric current.
In conducting research and development, it is important to make improvements by using basic functions. If basic functions are examined, the additivity of evaluation characteristics stands up and the results of experiments conducted using test pieces in a laboratory can be more easily reproduced during mass production or in the market.
7.3 Functionality Evaluation and the SN Ratio
A system performs a function to convert input energy into desired kinetic energy. Input energy may be converted into an unintended function due to environmental conditions, deterioration conditions or variations. Therefore, output must be divided into parts and be represented using the expressions shown below:
Total workload = (energy converted into an intended function) + (energy converted into an unintended function)
Therefore, functionality can be represented as a ratio of the intended effects of signals to unintended effects of signals.
SN ratio = (Energy converted into an intended function) / (energy converted into an unintended function) = (the effects of signals) / (the effects of noise)
8. Increasing the Efficiency
8.1 Why Is the SN Ratio Used?
Users describe products in many different ways: vibration-free products, low-noise products, less heat-generating parts, wear-resistant parts, etc. Characteristics desired by users are called quality characteristics. Quality characteristics are the energies of output from a product that have been converted into unintended functions. Although data on these quality characteristics can be gathered during inspections, the efficiency of work done using such data will be low and the involved problem-solving process will become inefficient and time-consuming.
The efficiency of work done based on quality characteristics becomes low for reasons shown below:
- The low-noise characteristic becomes the cause of another problem.
- An optimum quality-characteristic condition becomes the cause of another problem if the product is used in unintended ways.
- A large number of quality characteristics must be measured.
- Optimum conditions for one quality characteristic become different from those for another quality characteristic, causing obtained data to cancel each other out.
- Each time designs or specifications are changed, optimization becomes necessary.
It is important, therefore, to use only one characteristic, i.e., the SN ratio.
8.2 Streamlining the process of functionality evaluation
To streamline the process of functionality evaluation, the number of items to evaluate should be minimized. Only basic functions must be dealt with and they must be represented as scalar quantities. If functionality can be properly evaluated, ideas of engineers that are embodied into products can also be properly evaluated. This means that engineers can use more of their time on the production of ideas or creative work to which they are originally committed.
Therefore, the most important task of developers and engineers is to determine prior to an experiment what characteristic value is to be evaluated.
Take an automobile engine for example; research should focus on the function that an engine is originally designed to perform, i.e., how output can be increased against input rather than on a decrease in noise, vibration, CO2 emissions and other issues related to energy losses.
Robust design can also be termed functionality engineering or functionality evaluation engineering. This indicates that it is important to identify the signals of a system (input energy, instructions, intentions) and to evaluate the results generated by the signals.
The concept of this approach is that the results are to be evaluated in relation to instructions and intentions, that is, output energy is to be evaluated in relation to input energy.
“If you want to improve quality, do not measure quality.”
8.3 Improving the Productivity of Engineers
Engineers have the task of creating new things from their own ideas. However, there are always limitations on time and money to achieve the task. It is thus important how effectively the given time is used. Engineers are said to try prototyping, testing, and evaluation again and again to verify the feasibility of their own ideas, devoting nearly 80% of their time to testing and evaluation.
Ideas are essential when creating new things. The best one can be found by testing as many ideas as possible. Putting many hours into considering and comparing various ideas will produce something good. However, engineers are so rushed with testing and evaluation work that they cannot achieve their objectives and they will cause a delay in development.
To increase the productivity of engineers and reduce the development period, reduce the ratio of time spent for testing and evaluation while increasing the ratio of time spent for consideration. To achieve this, the most important thing is to increase the efficiency of time-consuming experimentation, measurement, and evaluation. The basic concept of robust engineering is to rationalize evaluation methods.
8.4 Drawing a Conclusion as Quickly as Possible
Ideas do not always achieve their objectives. However, every engineer conducts experiments in the belief that his/her own idea will succeed. If there is a flash of hope, they want to continue testing the system to the end. One will not go back unless he/she recognizes “This is the wrong way.”
Some say that “engineers begin to think of another idea only after they realize that their ideas will not work well.” Therefore, criteria must be provided to evaluate and judge the results of experiments properly. The methodology and techniques that indicate how the evaluation should be carried out can be obtained from quality engineering. It is effective in forming definite conclusions quickly. Whether a development or experiment succeeds or not is another issue and is independent of the results of quality engineering. A poor idea is judged as useless. This allows engineers to give up on the idea and try a new one. As a result, they will be able to obtain excellent results in a shorter amount of time.
Therefore, to reduce the development period, one rather important point is to rationalize the evaluation method to judge the feasibility of an idea in a short period of time and obtain definite conclusions.
8.5 Streamlining the process of functionality evaluation to arrive at a conclusion quickly
The aim of robust design is to produce new techniques and products from scratch. Reliability tests or inspections are not efficient means to achieve this aim; inspection must be separated from evaluation. Inspection methods to see if a defect occurs under a certain given condition or to find a defect that may occur once in tens of thousands times are inefficient and should not be used in the stage of development or to make improvements. A shorter way to finding optimum conditions is separating inspection from evaluation and making a clear distinction between superiority and inferiority.
That is, establishment of an evaluation method that enables us to separate inspection from evaluation and to make a clear distinction between superiority and inferiority is a key to successful functionality evaluation. In establishing such an evaluation method to achieve the aim of robust design, errors and signals are used as major factors based on which evaluations are to be made.
To make an efficient evaluation, the number of items to evaluate must be decreased, that is, only one item must be to be evaluated.
Experiments must also be decreased to the smallest possible number. Because stability is the sole item to evaluate, experiments are not repeated and only one or two samples are required for one condition. If data showing poor stability is obtained from an experiment conducted under a certain set condition, it is considered that the set condition is the cause of the poor stability.
Complex calculations must be simplified and represented as the SN ratio to achieve a high level of efficiency.
8.6 Mixing error factors
Two different conditions are input to cause variation intentionally and a difference between the result obtained in one condition and that obtained in the other condition is evaluated. Specifically, one worst condition containing many error factors mixed to produce large output and the other worst condition containing them mixed to produce small output must be established. Repeated calculations are never made.
8.7 Reducing the Lead-Time of Development
To survive in business, enterprises have to release higher quality products at lower prices ahead of competitors as soon as the product planning is determined. The most important subject to achieve this is to develop products in a shorter period of time.
To reduce the time required for development, the style of development must be changed from product development to technology development. Carrying out design and research work for individual products is inefficient. It takes a lot of time to develop a product. If you develop constituent technologies for products and processes that may be required in the near future before starting product development, you can complete products very quickly by just combining those constituent technologies.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


