Failure Modes and Effects Analysis (FMEA) is one of the most effective analytic tools (methodology) to identify Potential Factors in a system, which is:
- Product or Design – to achieve the desired Quality
- Work System – Process Safety and Operational Efficiency
- Machine – Equipment Reliability and Maintainability, as well as Life Cycle Costs
FMEA was born as a tool to identify Potential Failure and help to improve the system – such as Processes, Equipment, and Products in the Design Phase, which we will call 1st Look FMEA.
On the other hand, applying FMEA for Root Cause Analysis (RCA) is a tool for analyzing Possible Causes and also helps to improve the existing (current) system—2nd Look FMEA.

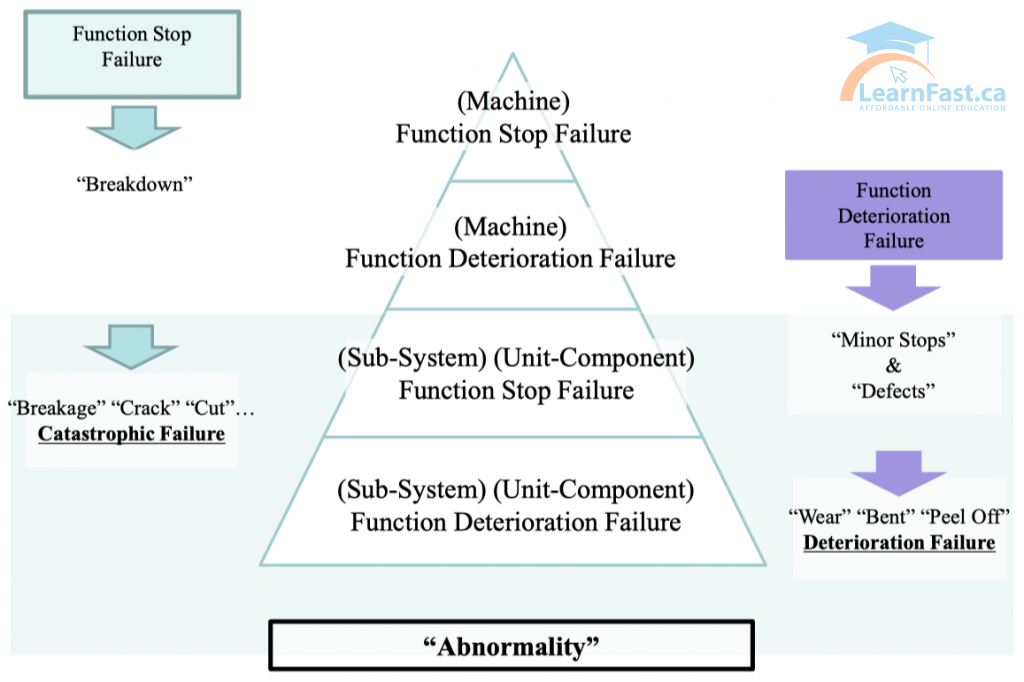
Two types of Failures
Analytical Approach

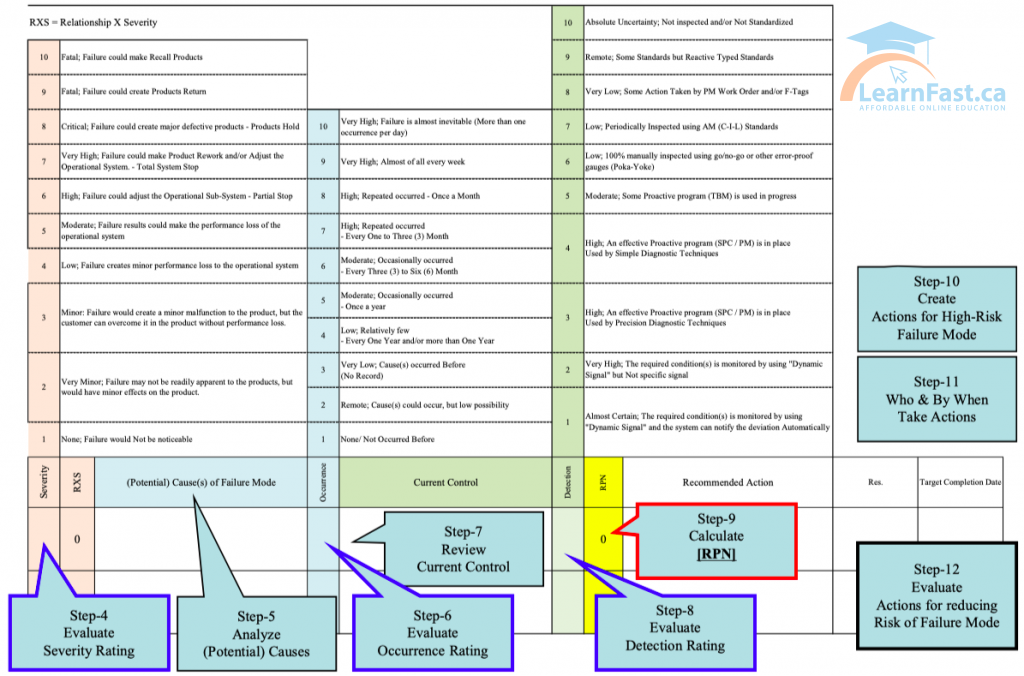
2nd Look Process FMEA Worksheet
- Step 0 Team Organization (3-5 Cross-Functional Team Members)
- Step 1 List of All Components of the System – Reliability Functional Block Diagram
- Visualize Process Functional Flow & Structure (by Component Level)
- Step 2 Analyze Potential Failure Mode – Deviation from Required Conditions & Verify Failure Mode (Deviation)
- Step 3 Analyze the effects of the system Relationship Between Quality Defect and Failure Mode
- Step 4 Evaluate “Severity Rating” (1 – 10 pts)
- Step 5 Analyze (Potential) Causes of Failure Mode (Deviation)
- Step 6 Evaluate “Occurrence Rating” (1 – 10 pts) by Loss Tree (Daily Production Record)
- Step 7 Review the Current Control System. Investigate the Current Maintenance Level
- Step 8 Evaluate “Detection Rating” (1 – 10 pts)
- Step 9 Calculate Risk Priority Number (RPN)
- RPN=Verification Criteria x Severity Rating x Occurrence Rating x Detection Rating
- Step 10 Create Actions for High-Risk Failure Mode
- Step 11 Assign Who & by When taking Actions & Record Countermeasures by M-P Record
- Step 12 Evaluate Actions for Reducing Risk of Failure Mode Summarize the Results
Reliability Functional Block Diagram

How to Use 2nd Look Process FMEA Worksheet













4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


