Achieving Higher Levels of RELIABILITY and MAINTAINABILITY
- Maintain the restored state of equipment achieved through Steps 0-4 and Document Results of reduction in cleaning time;
- Further raise the reliability, maintainability, and quality of equipment;
- Develop and implement “Theory of Operation” manuals for each piece of equipment;
- Improve the efficiency of equipment care;
- Clarify condition control items on the equipment. Add Quality Inspection points and Advanced Visual Controls;
- Evaluate “Tentative Std.” and compile into one set of “Definitive Standards”.
STEP DIAGRAM
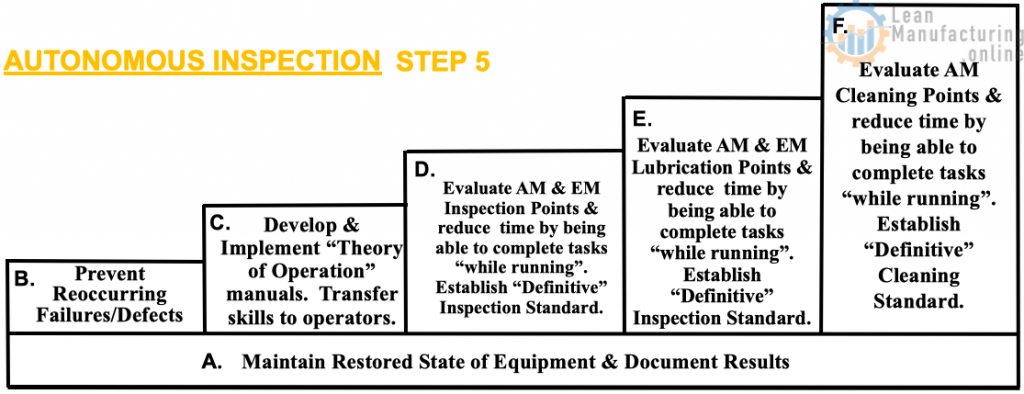
A. The Foundation of Step 5 is maintaining the previous 5 Steps (Step 0 – Step 4) from 5S all the way to knowledge gained through Step 4 Module Training.
Formula for Maintaining Restored State of Equipment:
Step 3 “Tentative Standards” plus Step 4 Module Training.

B. To prevent recurring failures or defects, the outstanding issues left over from the previous four steps need to be reviewed.
Solutions for minor stoppages, sources of contamination, and unmet improvement objectives should be reviewed from the following standpoints:
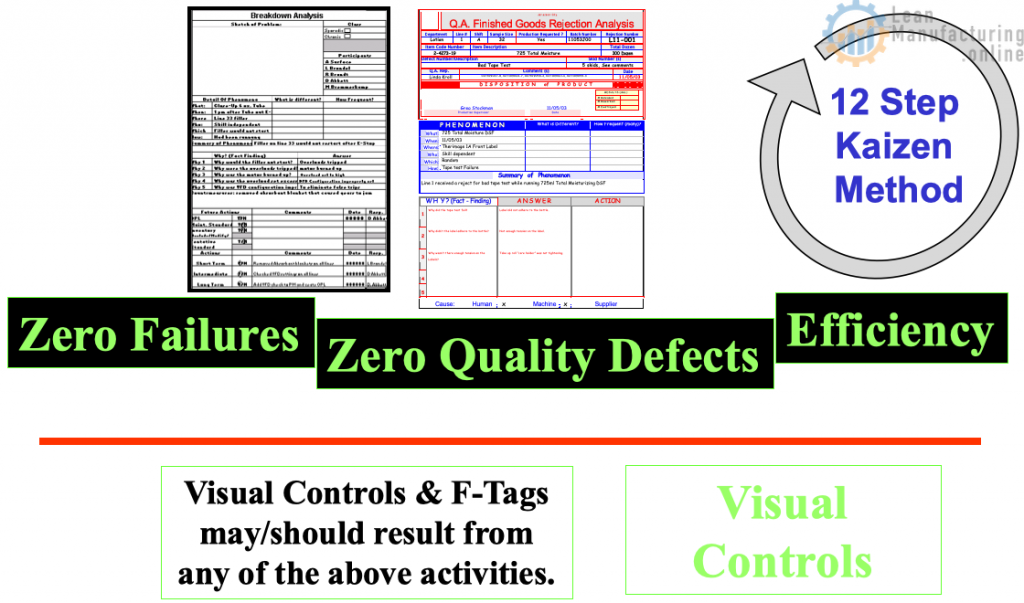
Zero Failures, Zero Quality Defects, Efficiency, Visual Inspections
Further raise the reliability, maintainability, and quality of equipment by ensuring prevention of recurrent failures and minor defects by completing breakdown analyses, quality reject analyses, or focused improvement projects.
C. Through AM Step 4 training we have learned about the separate functional units of the equipment. In AM Step 5 the operators will learn how all of these units work together as an integrated system and are combined to function as a whole.
During Step “C” of AM Step 5 Implementation, the following will occur:
- Theory of Operation Manuals will be created for each piece of equipment in the production areas.
Everybody needs to develop a “ZERO FAILURE” Mentality
- Instruction will be given by the Mechanics Group on the use of Operation Manuals and S.O.Ps.
- Troubleshooting, small repairs, and adjustment skills will be transferred to Operators.
D. Operators & Mechanics will focus on reducing the time, tasks, and frequency listed on the Inspection standards for both groups. Maintenance Inspections will be evaluated to see if they can be transferred to operators.
This not only allows mechanics to have more time for value added activities (Rebuilds, FI‘s etc.) but also increases the operators awareness of their equipment.

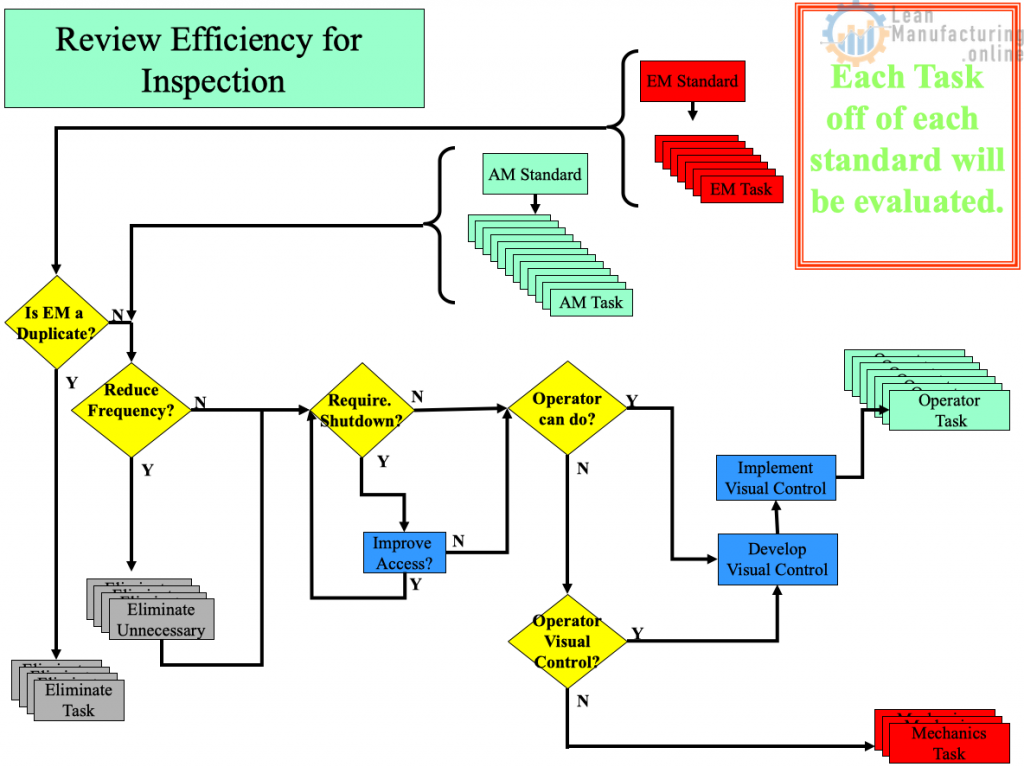
Inspections need to be reviewed from the following four standpoints:
- Is it easy to see where the task needs to be done?
- Is the task itself easy to perform?
- Is it immediately apparent if something is wrong?
- Can the tasks be performed without shutting down the equipment?

The following Flow Chart will lead you through the process of making the inspections performed on the equipment more efficient. The Goal is to reduce the downtime needed for AM tasks and to have all Inspections performed with the line running:
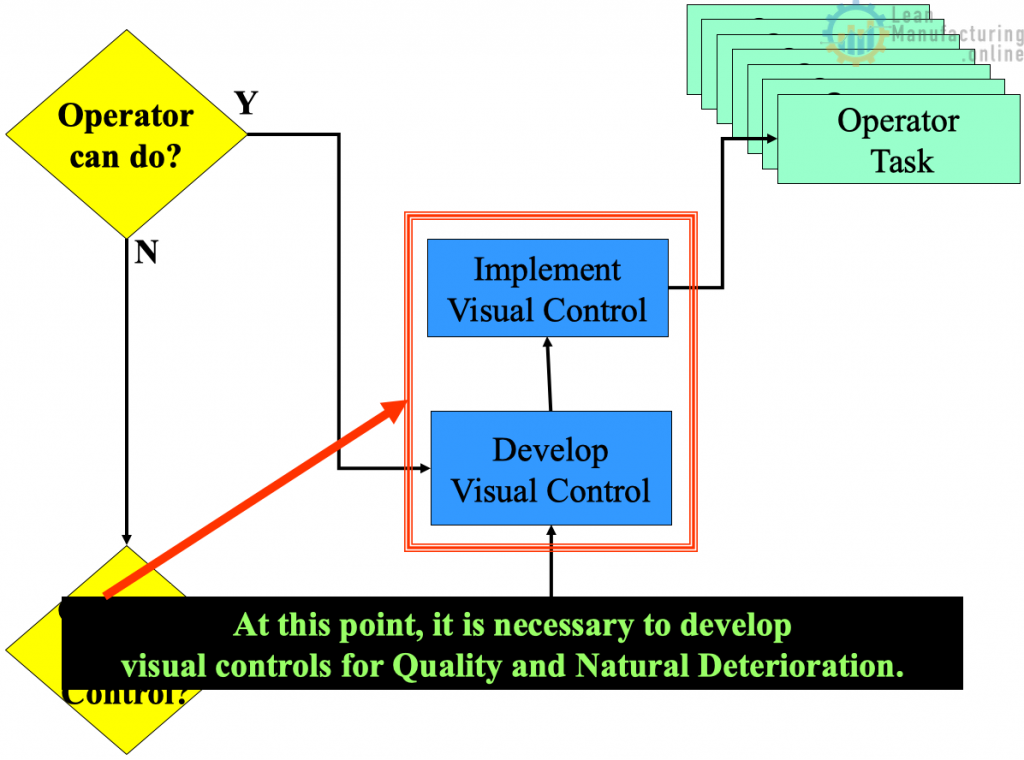
What are Visual Controls for Quality & why do we have them?
They are Quality Component markings on the equipment that allow operators to know if their machine has caused a rejection in the past.
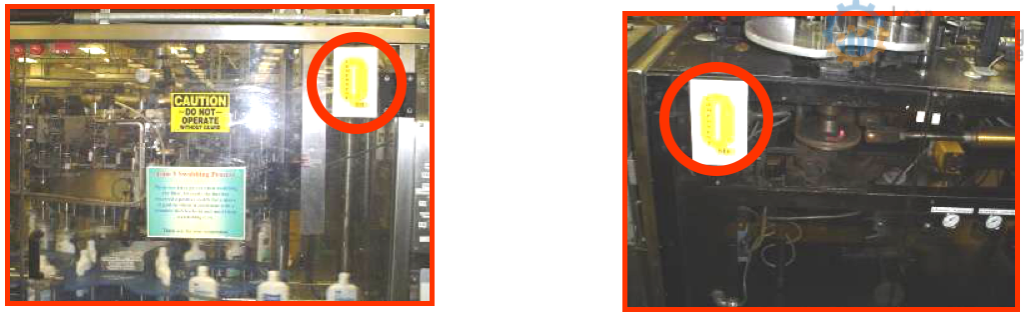
The preferred placement is in the upper right hand corner of the machine. Do NOT block inspection points.
There are critical Q-Points (Quality Points) on the equipment that allow operators to see if the machine is in control. They should include condition control ranges and an OPL is needed for each point. These items should be added to your equipment inspection standard and Theory of Operation manual.

We have them to help achieve zero defects.
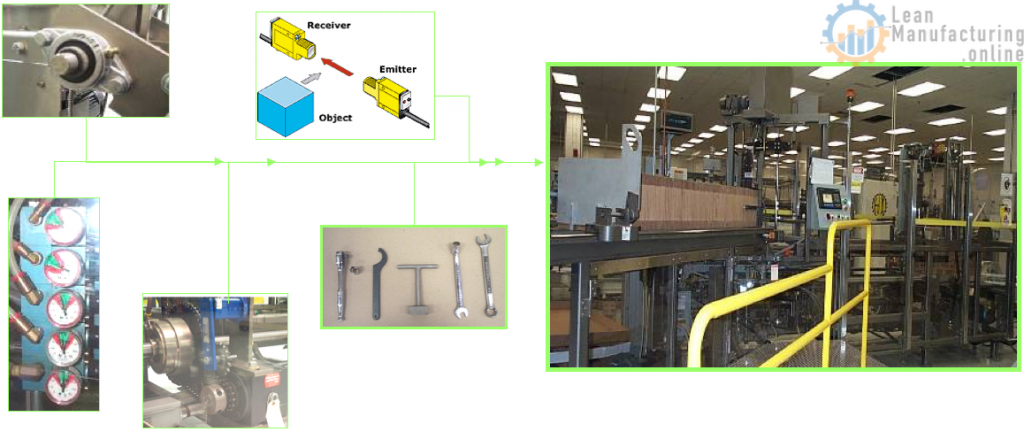
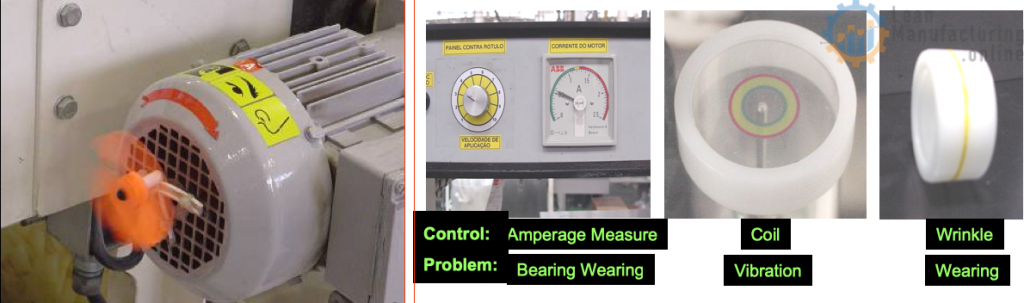
What are Visual Controls for Natural Deterioration & why do we have them?
They are specific visuals on the equipment that allow operators to see if the machine components are failing.
After Evaluating the Inspection Standards & combining the AM & EM tasks & creating Q-Points & Advanced Visual Controls, it is time to establish the “Definitive” Inspection Standard.
Items specified on tentative standards must be “Prioritized” and the most important ones transferred to the “Definitive” Standard. Prioritized By: Safety-Quality-Cost-Minor Stops-Breakdowns-Commonality
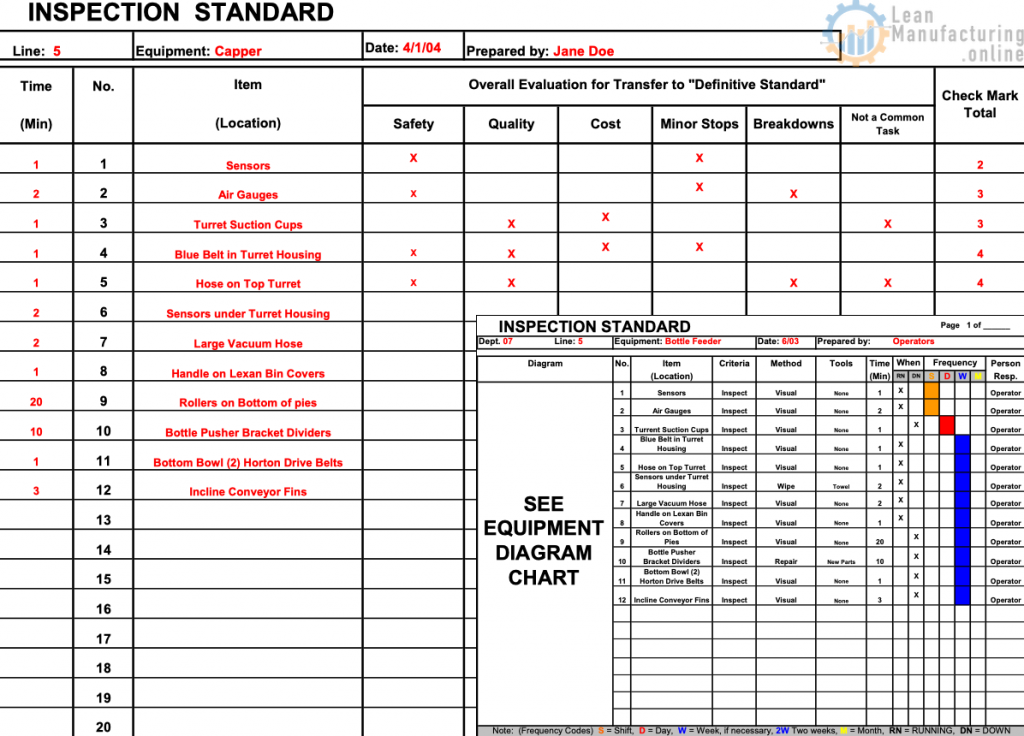
A form has been developed to aid in transferring “Tentative” Standard tasks to “Definitive” Standard tasks.
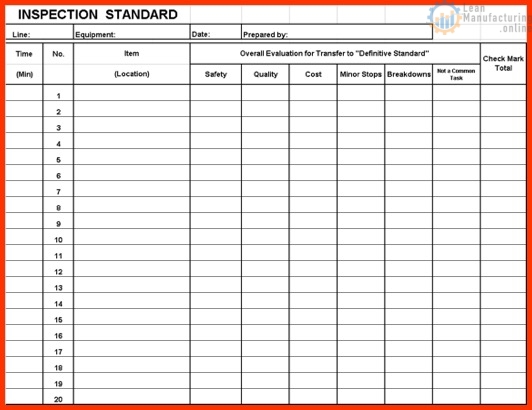
Using the current standard, transfer the time and item to this form then evaluate each task with the 6 categories to the right. If an item scores 4 or more checks it is transferred to the definitive standard:
What about the points that don’t get transferred to the definitive standard?
At this point in the TPM Methodology we should be Autonomously Inspecting and Cleaning our equipment. Those points not transferred still need to be done but should be done as second nature and keeping equipment reliability in mind. Tentative Standards will be kept to train new associates.
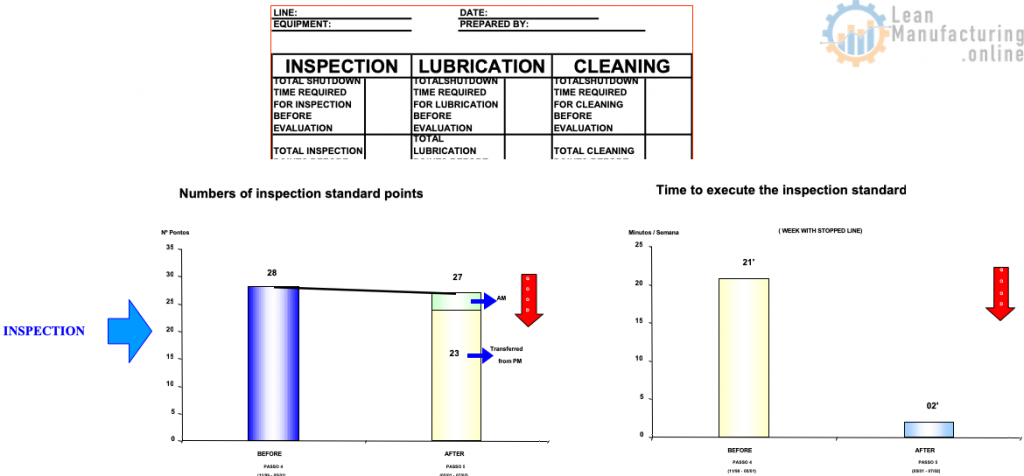
The final part of Step “D” is to total up the number of points reduced, time saved etc… after the evaluation of each standard using the sheet below. This information will be used for the KPI’s that will be generated for Step 5.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.



Can You provide Am step 6 data Please
AM step 6 here: https://leanmanufacturing.online/autonomous-maintenance-step-6-standardization/