Table “Assessing the OEE Level” shows a scheme for assessing the level of control being exercised over the major equipment losses.
| Level Item | Level 1 (Losses are not even being monitored) | Level 2 (Facts are being ascertained) | Level 3 (Improvements, backed up by theory, are being implemented) | Level 4 (Losses have been minimized) |
| 1. Break- down Losses | 1 Sporadic breakdowns have not been distinguished from chronic ones. 2 More breakdown maintenance is carried out than preventive maintenance. 3 Breakdown losses are high. 4 No Autonomous Maintenance system is in place. 5 The service life of parts varies widely. 6 The weak points of the equipment are not known. |
1 Sporadic breakdowns have been distinguished from chronic ones. 2 The ratio of breakdown maintenance to preventive maintenance is about fifty-fifty. 3 Breakdown losses are still high. 4 An Autonomous Maintenance system is being installed. 5 The service life of parts is being estimated. 6 The weak points of the equipment have become obvious. 7 These weaknesses are being addressed through corrective maintenance. |
1 A time-based maintenance system has been established. 2 The level of breakdown maintenance has fallen below that of preventive maintenance. 3 Breakdown losses have fallen to 1% or lower. 4 The Autonomous Maintenance system is working well. 5 The service life of parts is being extended. |
1 A condition-based monitoring system has been established. 2 Preventive maintenance is predominant. 3 Breakdown losses are between 0.1% and zero. 4 The Autonomous Maintenance system is being sustained and improved. 5 The service life of parts is predicted. 6 New equipment is designed for reliability and maintainability. |
| 2. Change- over Losses | 1 The situation is uncontrolled, and everything is left up to the operators. 2 Confusion reigns, and changeover times vary widely. |
1 Internal and external tasks have been separated, and standard procedures have been established for these. 2 Times still vary. 3 The next issues to address have been identified. |
1 Ways of externalising internal tasks are being sought. 2 Adjustment mechanisms are well understood, and action is being taken to eliminate it. |
1 Single-minute changeovers are common. 2 Adjustment has been eliminated, and defect-free products are now turned out from the word ‘go’. |
| 3. Speed Losses | 1 Equipment specifications are unclear. 2 No product- specific or machine-specific speed standards have been set. |
1 Speed-loss-related problems (mechanical and quality-related) have been identified. 2 Tentative speed standards have been set for each product, and are being sustained. 3 Speeds are fairly consistent. |
1 Mechanical and quality problems are being addressed. 2 Speeds have been set for particular products, and the causal relationships between speed problems and the structure of jigs, tooling, etc. are being determined. • Relationships between product quality characteristics and the precision of each section of the equipment have been assessed. 3 Speed losses are low. |
1 Improvements to the equipment have enabled it to operate at or above the speeds originally specified. 2 Definitive product- specific speed standards have been set and are sustained. 3 There are no speed losses. |
| 4. Minor- Stop Losses | 1 Everything is left to the discretion of the operators, and nobody knows how serious the minor-stop losses are. 2 The situation is unclear, and the location and frequency of the minor stops vary widely. |
1 Minor stops are being quantified, with a focus on: • Where the problems arise, and how frequently. • The extent of the losses. 2 Phenomena are stratified and their mechanisms are analysed, and actions are being taken on a trial-and-error basis. |
1 Minor-stop problems are itemised and targeted for countermeasures, with positive results. | 1 Minor stops have been eliminated, making unattended operation possible. |
| 5. Quality Losses (including startup yield losses) | 1 Chronic quality defects are largely neglected. 2 Although some countermeasures have been devised, they are not proving effective. |
1 Chronic quality problems are being quantified, with a focus on: • How the problems arise, and how frequently. • The extent of the losses. 2 Loss-causing phenomena are being stratified, the mechanisms by which they occur are being analysed, and solutions are being implemented. |
1 Problems giving rise to chronic quality defects have been identified and addressed, with positive results. 2 In-process detection of quality defects is being researched. |
1 Quality defect losses are between 0.1% and zero. |






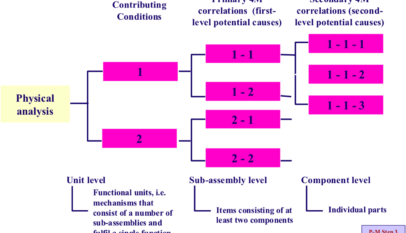

4M Analysis Process
The purpose of this procedure is to define the steps to do a 4M …


