Step 0 – “Safety Comes First”
- The role of the team was not clear. How long are we going to be working on this? Time expectation 4 hours per week? What about extra time?
- Team member roles and responsibilities and the ways of working around the team need to be distributed and understood by all team members.
- The expectations of what needed to be done by the team and by when were not clear. No activity plan in place.
- Safety abnormalities were not captured as work orders. Now we have the F-Tags. F-Tags need to be used during this STEP.
- A short time spent on the line understanding the safety concerns of it. No link established between the accident/incident history of the line and the AM activities.
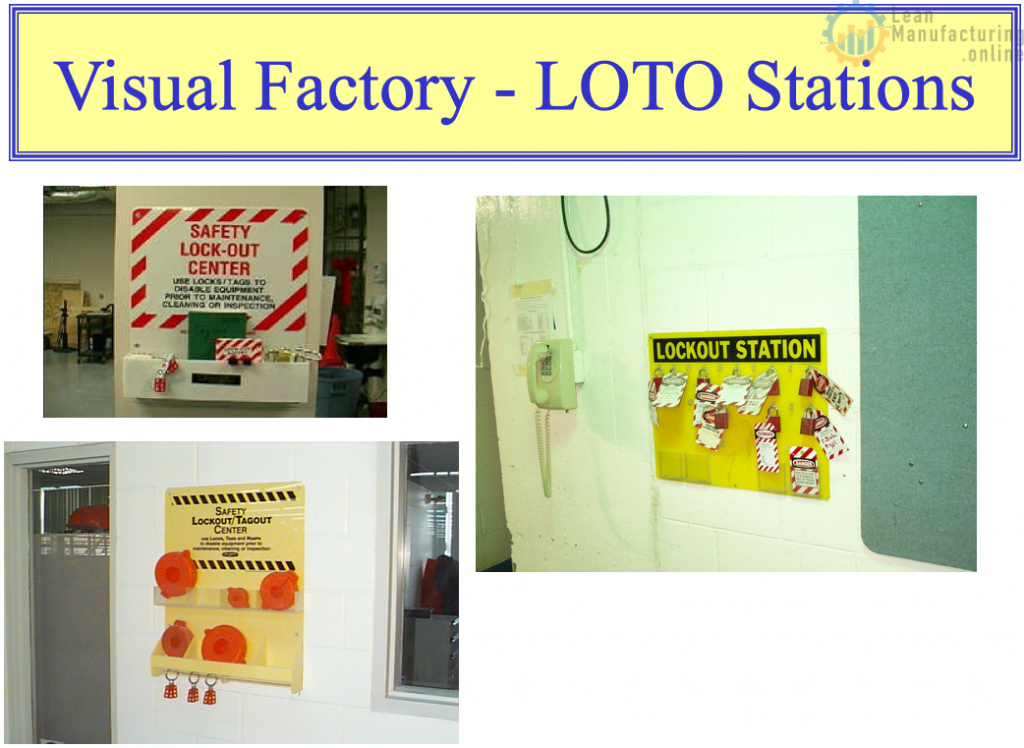
- It was difficult to find out the different lock-out points because of a large number of disconnect points and a lack of understanding of the function of them. (If I disconnect this electrical point, will I shut down the line or just one component??)
- Try to develop LOTO OPLs without understanding the sources of energy and documenting them in a diagram.
- Too fancy activity boards. A lot of time spent building the activity boards with computer-generated materials.
- Training records were not completed in detail. The training was delivered fast and without covering all important aspects captured in the OPLs. Now each OPL has its own training record sheet and time should be spent to communicate the message.
- The Data Collection system was not in place, therefore no trend analysis was done for the Major and minor stops.
- The flow of the activity board was difficult to follow. For future AM teams, we need to stress the importance of showing the flow of actions when building the activity board and link them with the results obtained during the activities.
AUTONOMOUS MAINTENANCE STEP 0 – AUDIT TEMPLATE can be downloaded here
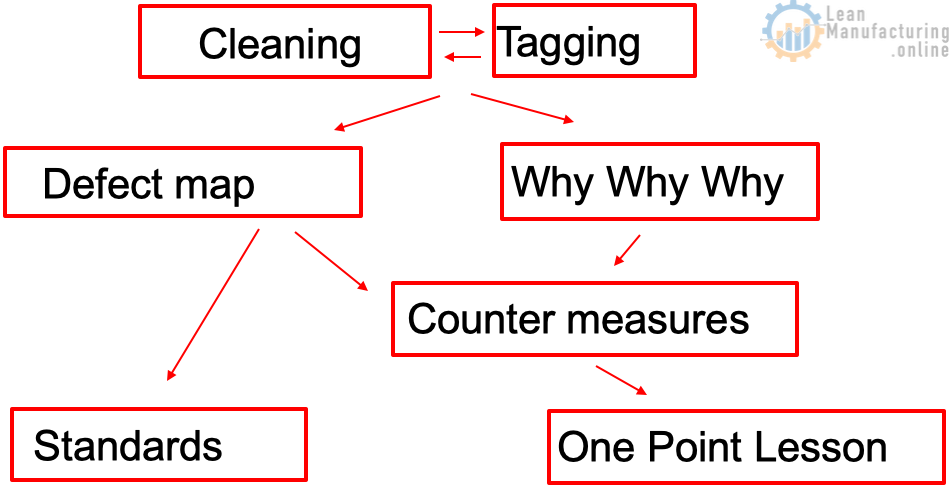
AM STEP 1 “Cleaning is inspection”
- We did not spend enough time on the floor doing cleaning and tagging activities.
- All team members need to create F-Tags. If not they are not really participating in the activities.
- While cleaning we need to spend more time trying to understand how the equipment works.
- We need to make sure cleaning standards are prepared by the team and followed after its preparation.
- Always do cleaning activities based on the results of the line. The more problematic equipment should come first. We are cleaning to inspect and inspecting to get results.
- Consider safety (incidents, hazards, accidents if any) and quality information (DMRs, rework, etc) into AM STEP 1 activities.
- Use the small group activities to reinforce safety and quality practices.
- Do two or three deep cleaning sessions in order to get the machine to its original condition.
- Make sure 5S is adhered to. Find places for tools, etc.
- Use a simpler tracking system for F-Tags and completion rate.
AM STEP 2 “Eliminate SOC and HTA”
- Continue with F-Tag activities for safety, quality, restoration of equipment to its original condition and SOC and HTA.
- Measure the contaminants that we will be a focus on (i.e mix spillage). The visual measurement and impact in Major and minor stops are not enough.
- Link SOC and HTA activities with the performance of the line. The more problematic areas need to be tackled first. The objective is to reduce Major and minor stops, not to implement SOC and HTA activities by themselves.
- Do not spend too much time debating new ideas. GO TO THE FLOOR, OBSERVE AND TRY.
- Trial and error are important. Follow-up is critical to measure the success or failure of certain initiatives.
- Use MP sheets to capture improvements.
- Do CAP-Do exercise for minor stops. Focus on CHECK before going to other cycle steps. Collect as much evidence as possible from the beginning. Work with the whole team on this.
- Review cleaning standards as a team and prepare the new ones based on eliminatination of SOC and HTA. Focus on the simplification and improvement of cleaning activities.
- Participate, as a team, in the development of the tentative lubrication standards.

For all the STEPS
- Keep people informed about modifications on the machine. Sometimes we did changes and we did not communicate them well.
- Celebrate the successes of sharing data and results with employees.
- Perform STEP diagnosis more in-depth. It is a good opportunity for Managers to align company objectives and give feedback and recognition to front-line employees.
- Manage timelines better. Adhere to objectives!!!
- Capture actions and activities in written (Action Plans with activity, person responsible, and date clearly defined) and show the impact of the actions on the overall performance of the line.
- We need to spend more time sharing ideas between the different teams. Maybe a formal meeting of 30 mins will work.
- We should support the AM teams more closely in order to address problems, unclear things faster. (Sometimes in the pilot lines, we could have had Kelly or a pilot line member sharing information or providing guidance in certain topics, especially when it came to AM STEP 2)













4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


