PM Element 2. Zero Breakdown Activities
The biggest challenge during the TPM implementation is to change the tradesmen’s mindset from the reactive approach (firefighters) to a proactive approach (machine physicians).
The first step is to explain that a repair does not finish when they fix the machine, but it ends when they take action to prevent the recurrence.

MAINTENANCE REPAIR

BREAKDOWN MEETING
During the beginning of the TPM process, most factories have a high number of breakdowns, and the tradesmen are only focused on fixing the breakdowns.
Because the tradesmen (firefighters) are only focused on preventing breakdowns (fighting the fire), they are not avoiding the recurrence of breakdowns.
Some factories have difficulty identifying which breakdown they need to prioritize to analyze utilizing the 5 Why technique.
In the beginning, because of the high number of breakdowns, it is essential to establish some criteria to identify the factory’s significant breakdowns and analyze them. Once the number of breakdowns has been reduced, the requirements will need to be tightened until you can explore all breakdowns in the factory.
First, analyze repetitive breakdowns, at least the #1 contributor in each line or area. If some resources are available, you can look for upward trends or downtime over 2 hours.
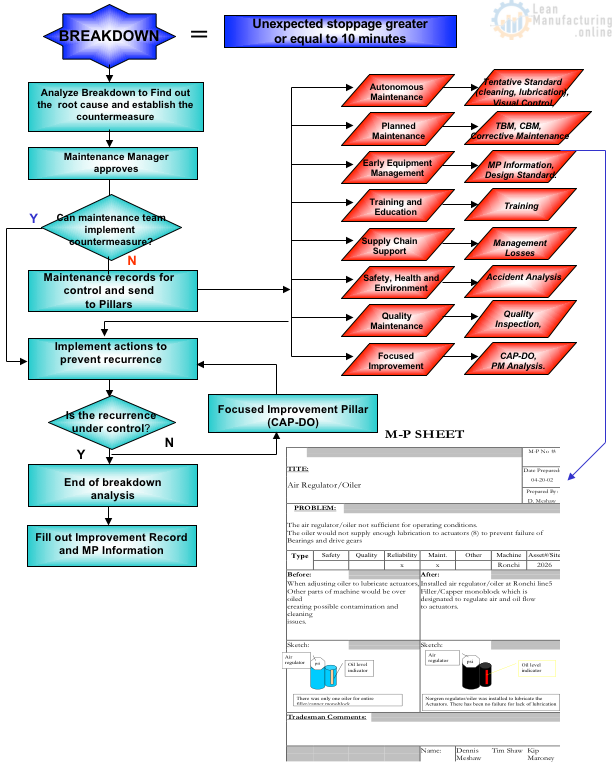
Breakdown Meeting Flowchart

Maintenance Technicians perform a daily meeting to analyze all last-day breakdowns.
After a breakdown meeting, the tradesmen need to be able to answer these questions:
- How many breakdowns did your area have in the last 24 hours?
- How many breakdowns did every line in the #1 contributor equipment have?
- How many repetitive breakdowns did every line in the #1 contributor equipment have?
- Is any equipment showing an upward trend?
- Does a repetitive breakdown cause an upward trend?
- How many breakdowns were over 2 hours?
- Are the tradesmen performing the breakdown analysis on time? Which one is late? Why?
- What temporary countermeasures have the previous day’s breakdowns generated?
- The action plan for temporary countermeasures is on time? Which one is late? Why?
- Is on-the-job training on the last day completed? Which one is late? Why?
Remember: Repetitive Breakdowns always need to be analyzed.
Every month you must at least perform a breakdown analysis of the number 1 contributor at the line, process or area.
Number 1 contributor means the component with the significant number of repetitive breakdowns in the equipment.
Breakdown process, record, analysis and M-P sheet

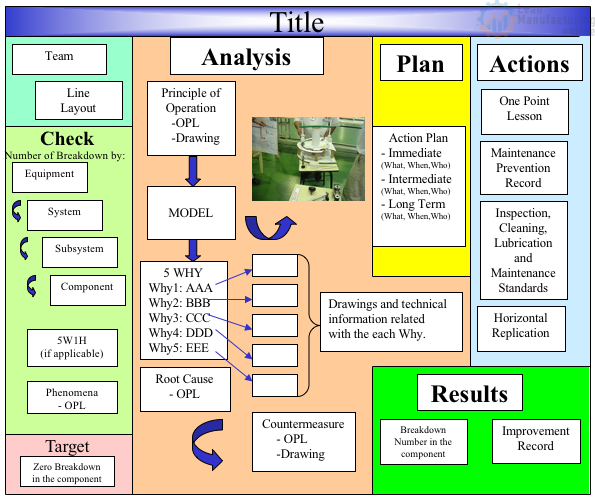
BREAKDOWN ANALYSIS BOARD
A typical board to present a breakdown analysis would contain:
- Team Identification
- Line Layout
- Number of Breakdowns by:
- Machine
- System
- Subsystem
- Component
- 5W1H
- Principle of Operation
- 5 Why Analysis
- Countermeasures
- Action Plan to implement the countermeasures
- One Point Lessons or pictures about the actions
- Results
Never start the 5 Why if you do not know the principle of operation for the equipment and the component.
Suggestions for a Board Layout
BREAKDOWN ANALYSIS BOARD
Tradesmen can perform a monthly line review. The objectives for this activity are:
- Monitor line Performance (OEE)
- Monitor the losses in the line
- Identify root cause for breakdown #1 contributor
- Monitor MTBF and MTTR
- Monitor F-Tags Solving Percentage
- Establish Actions to increase line efficiency.
The tradesmen need to build monthly boards with this information and present it to the rest of the team and the management.
Tradesmen will learn more about the breakdown analysis process and increase their knowledge about the machines.
BREAKDOWN ANALYSIS PRESENTATION
After the presentation to the tradesmen, the cases would be presented at every line for the operators so that they can learn about the problems and, at the same time, learn more about the 5 Why analysis and see which issues have been solved by the maintenance team, and which are the actions scheduled for the line.
RECURRENCE MATRIX
After performing a breakdown analysis to identify the root cause, establish the countermeasures, and implement the actions, it is time to monitor the efficiency in preventing the recurrence of breakdowns. A tool for this is the Recurrence Matrix, where it is possible to monitor weekly if the breakdown reoccurred.
Countermeasure Implementation
Cases of Zero Breakdown
After implementing the countermeasures, the breakdown is not supposed to reoccur. Using the Recurrence Matrix, it is possible to monitor how many cases of Zero Breakdown the factory has.
Zero Breakdown means at least 90 days with zero breakdowns in that component.
Number of equipment with Zero Breakdown
The next step is to monitor the number of pieces of equipment with Zero Breakdown. It will show the distribution of breakdowns in the factory and help identify the equipment with chronic problems.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


