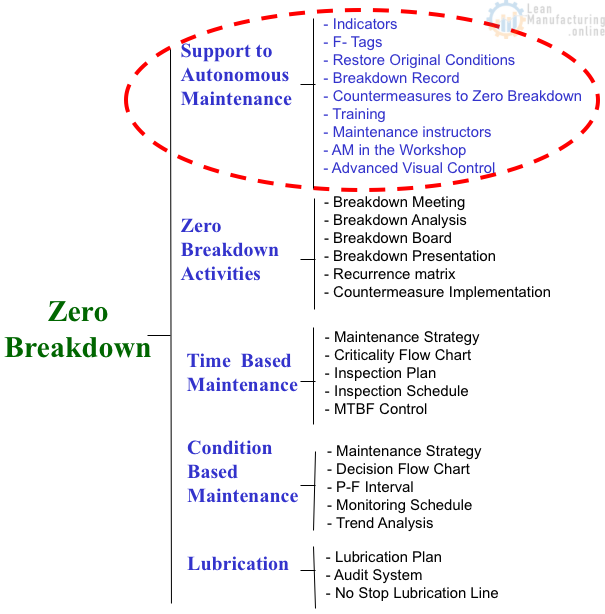
PM Element 1. Indicators
The measurement of the maintenance department is essential because this will help operators and tradesmen to visualize problems in the equipment, prioritize activities, and control the progress. At the beginning of TPM, these Indicators are necessary.
- Breakdown
- Breakdown means any unexpected stoppage equals 10 minutes or more when the component breaks or loses its function.
- Tracking the number of breakdowns from the factory by line is required.
- Downtime
- How many hours have the equipment stopped due to breakdowns?
- MTBF (Mean Time Between Failure)
- To calculate this indicator divide the operational time of each line, machine, or component by the number of breakdowns.
- MTTR (Mean Time To Repair)
- To calculate this indicator, divide the downtime due to breakdowns by the number of breakdowns.
F-TAGS
All mechanics can fix a breakdown which means:
- Identify the problem
- Disassemble machine
- Identify the correct spare part
- Perform repair
- Assemble machine
- Starting production
So for simple abnormalities, they must have the responsibility to plan that job and solve the F-Tag.
The idea is to have a faster system to solve simple abnormalities in the machines, preventing breakdowns.
They must determine if external labour or material is required or if they can perform that job with the structure available in the factory.
F-TAG FLOW CHART
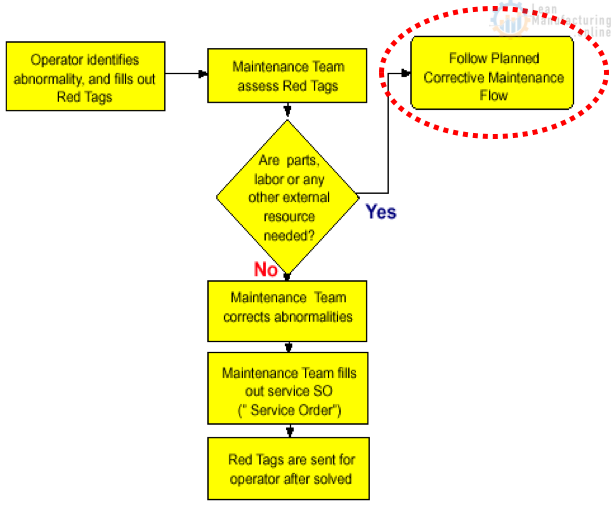
In this case, tradesmen can plan and solve the abnormality. They can use production windows, change over, or another type of opportunities.
PLANNED CORRECTIVE MAINTENANCE FLOW CHART
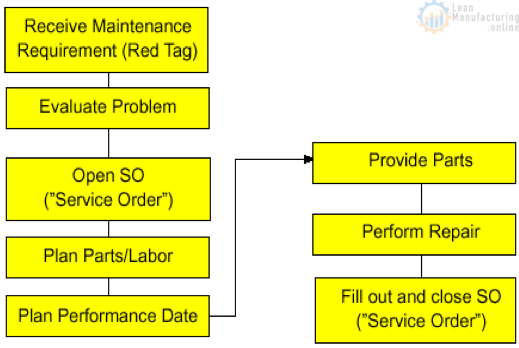
In this case, tradesmen need help because they need an external expert to fix this machine, downtime, or a spare part needs to be bought.
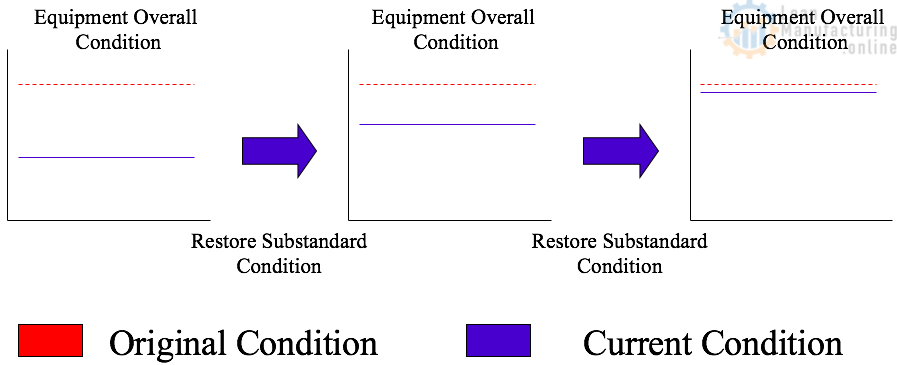
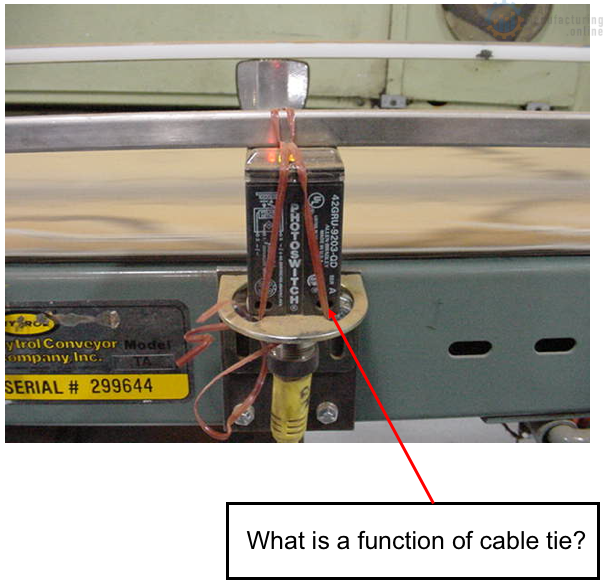
RESTORE ORIGINAL CONDITION
In a factory with a lousy maintenance system, some machines can be working in a bad situation. So the first step is to restore the original condition of the machine.
Imagine an old car; before an inspection standard begins to be applied, it is necessary to restore the original condition.
It is critical because good Preventive Maintenance will not prevent failures in equipment with bad conditions. It will happen because the interval between the failures will vary too much.
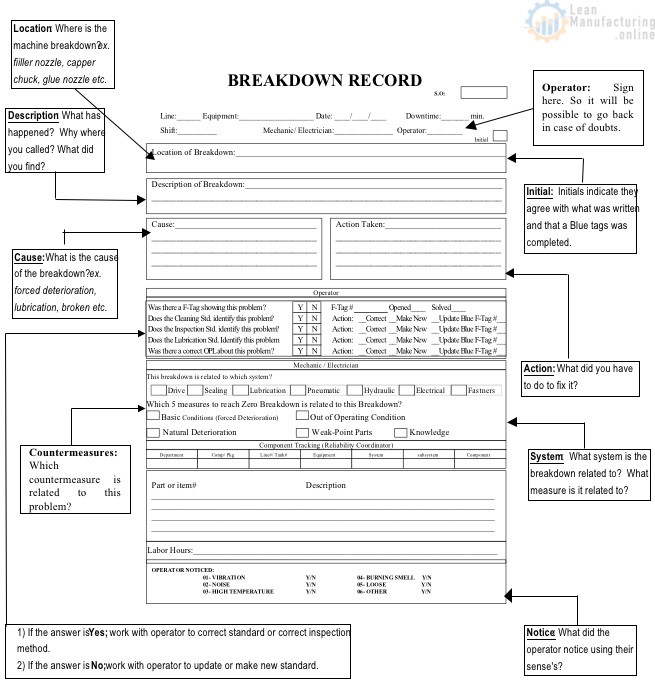
BREAKDOWN RECORD
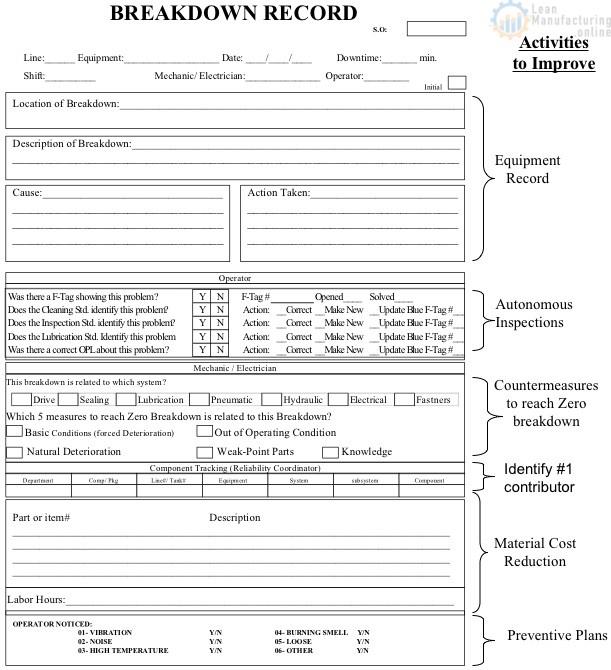
Explanation continued
COUNTERMEASURES TO ZERO BREAKDOWN
An essential tool is to monitor what is causing the breakdowns: Forced Deterioration or Natural Deterioration.
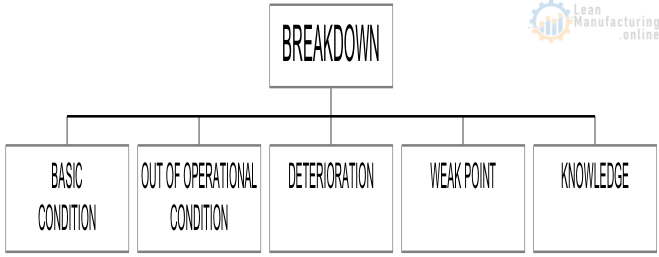
Divide the causes for breakdown into five reasons:
- Basic Conditions
- Out of Operating Conditions
- Natural Deterioration
- Weak Point
- Knowledge
Except for Natural Deterioration, all other types cause Forced Deterioration in the machine. If we know what is causing the breakdown, we can know which areas need improvement.
A short description of each type and some typical countermeasures are described in the following pages.
5 CAUSES OF BREAKDOWN
BASIC CONDITION
These breakdowns are related to:
- Lack of lubrication,
- Fasteners,
- Dirt and dust.
What would happen if:
- You don’t change the oil in your car for 100,000 miles…
- You change your vehicle’s tires and don’t tighten the lug nuts…
- You don’t clean your tape player…
Example of Countermeasures
- Cleaning Standard
- Lubrication Standard
- Match Marks
Out of Operational Condition
These breakdowns are related to the equipment running out of specified conditions:
- Typically specified conditions might be Temperature, speed, air pressure, hydraulic pressure, mechanical pressure, weight, voltage, amperage, etc…
What would happen if:
- You plug in your 110V hairdryer in a 220V receptacle…
- Drive your car with a pressure of 16 psi in the tires…
- Dry your cat in the microwave…
- Drive an Indy Car in the city….
Example of Countermeasures
- One Point Lessons
- Visual Control
- Match Marks
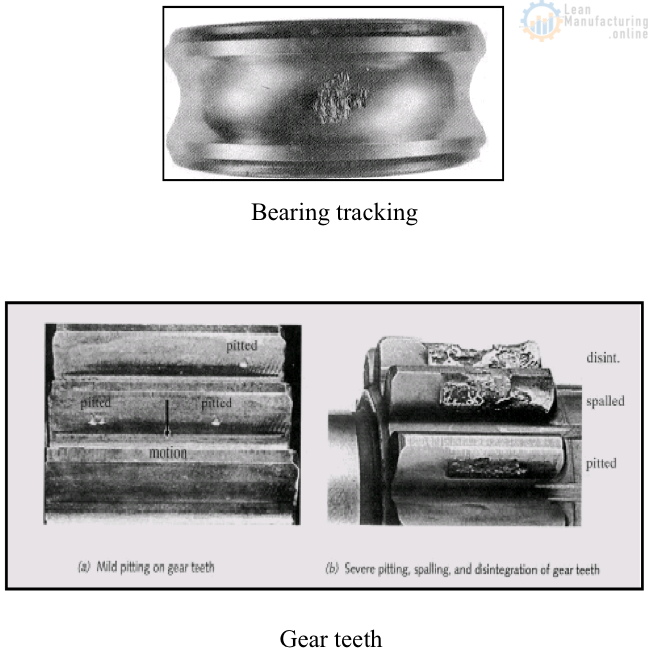
DETERIORATION
These breakdowns are related to the natural deterioration of a component:
- It usually is caused by friction and contact between parts or between parts and the environment.
What would happen if:
- You do not change the brakes of your car…
- You use the identical shoe every day for two years (don’t smell it)…
- Water flows in a pipe for 100 years…
Example of Countermeasures
- Autonomous Maintenance Inspections Standards.
- Planned Autonomous Maintenance Inspections Standards.
Deterioration Examples
WEAK POINT
These breakdowns are caused by components/ parts/ systems that were not correctly designed to support the operational conditions during the regular work. Usually, the component suffers:
- Overload, overstress, overheating, chemical corrosion, accelerated wearing…
Examples:
- Ford/Firestone tire recall,
- Shaft with 90 degrees steps down instead of the radius in step down.
Example of Countermeasures
- Redesign.
Never modify machines without performing a 5 Why Analysis.
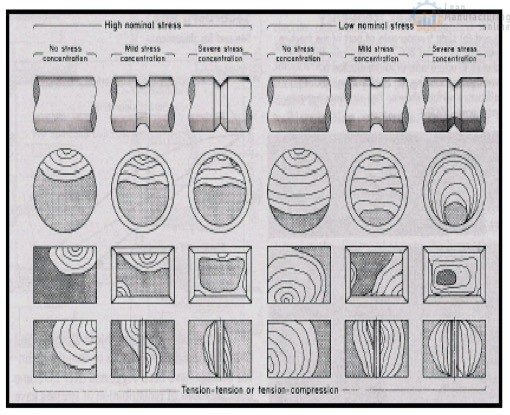
Fatigue Examples
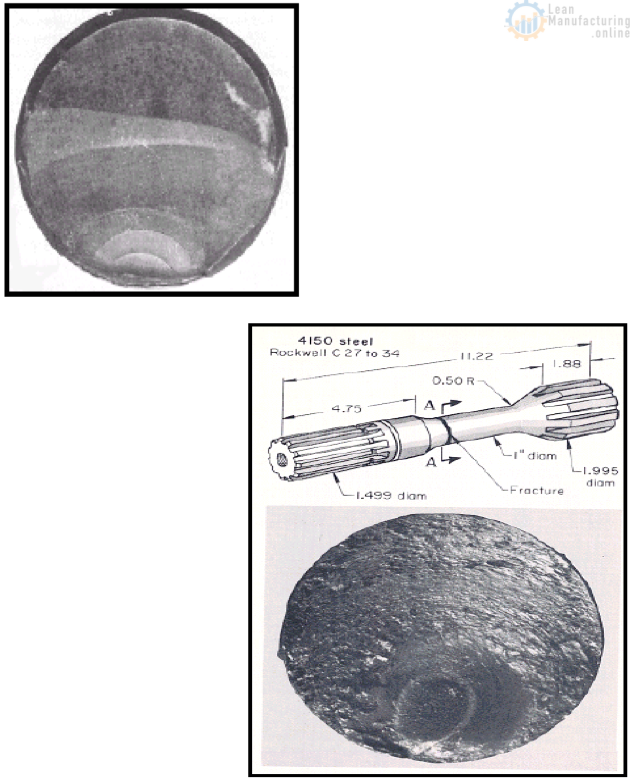
FATIGUE FAILURE EXAMPLES
KNOWLEDGE (Lack of)
These breakdowns are related to a lack of knowledge of:
- Machine operation,
- Machine repair,
- Installation.
What would happen if:
- You drive a Nascar car during a race today…
- You need to pilot a jet flight…
What happens when you drive for the first time?
Example of Countermeasures
- One Point Lessons
- Maintenance Standards
- Training
- Poka-Yoke
COUNTERMEASURES TO ZERO BREAKDOWN
Classify the breakdowns in one of the five causes:
- Basic Condition
- Out of Operational Condition
- Natural Deterioration
- Weak Point
- Knowledge.
Generate a graph with the number of breakdowns for each cause. This graph will allow you to visualize if the factory has more forced or natural deterioration and which actions can be taken to reduce the number.
A factory with many breakdowns due to Basic conditions will need to improve the cleaning standards, lubrication standards, and visual controls for fasteners.
Otherwise, a factory with a high number of breakdowns due to Knowledge will need to develop training and write a lot of One Point Lessons.
Since the breakdown is classified into one of the five causes, it is possible to identify a tentative countermeasure while a breakdown analysis is being performed.
These actions are supposed to be simple actions that will allow the operators to identify the abnormalities preventing a breakdown. The tentative countermeasures generated would be:
- Inspection Standard,
- Cleaning Standard,
- Lubrication Standard,
- OPL.
The following flow charts give some suggestions for tentative countermeasures to be implemented.
Remember that tentative countermeasures are an extra help to reach Zero Breakdown, but not the end of work.
A breakdown analysis is required to reach the root cause and prevent the recurrence of the problem.
TRAINING
During TPM implementation, a lot of training will be required to improve the operator’s skills and transfer activities from Maintenance to Operation.
Training provided by maintenance can be divided into two categories:
- Theoretical training,
- On-the-job training.
Theoretical training is better to apply when new concepts need to be taught to the operators and when activities are being transferred.
On-the-job training can be applied to teach simple tasks and reinforce theoretical training concepts.
THEORETICAL TRAINING
Tradesmen are responsible for developing training materials, One Point Lessons or books, and creating some models to explain the principle of operation of the systems they are teaching.
This training always occurs during a line downtime, and they are supposed to be as short as possible.
There are some examples of models in the following pages.

ON THE JOB TRAINING
On-the-job training in this context means training the operators during the regular operation of the equipment. Do not stop the equipment from performing these activities.
During the TPM implementation, sometimes it is challenging for the operators to identify abnormalities that can cause breakdowns in the equipment. It is possible to use the tradesmen to perform on-the-job training with the operator.
Once a week, a tradesman goes to a machine and inspects a system looking for abnormalities and at the same time training the operator to identify this kind of problem.
Also, on-the-job training can be applied after theoretical training to reinforce the concepts to the operators during the regular operation.
This training can be applied since Step 1 is “Abnormality Detection” training, and it needs to be an essential skill for the operators.
Remember: This training always happens during the normal operation.
MAINTENANCE INSTRUCTOR
Before TPM, the operators were generally focused on producing and only talked to tradesmen when they had a problem.
A change promoted by TPM is that the tradesmen need to train the
- Theoretical training,
- On-the-job training.
During the implementation of the TPM Activities, many doubts will appear in the operator’s mind.
Tradesmen are in the factory 24 hours a day on any given operational day, so they could be available to teach the operators and answer questions.
AM in the Workshop
Maintenance Workshops need to be a mirror for the factory. The tradesmen will constantly be asking for clean machines and for the operators to inspect and lubricate the machines.
Applying Autonomous Maintenance in the workshop is a good way for the tradesmen to show the operators what is possible.
Tradesmen can also learn how to develop standards (cleaning, inspection, and lubrication) to make it easier for tradesmen to understand AM.
Workshop applying Autonomous Maintenance

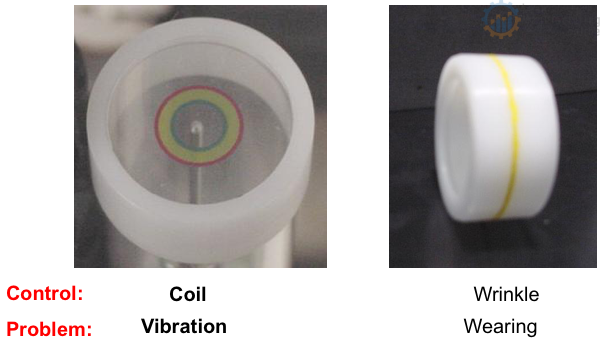
Advanced Visual Controls
Advanced Visual Controls are used to visualize the evolution of deterioration in the equipment and help the operators identify these abnormalities.
The figures below show that using a simple coil to identify vibration problems or a wrinkle to identify wear problems is possible.












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


