7 Step Activities of Planned Maintenance
- Full support of autonomous maintenance
- Restore Critical Equipment to Basic Condition
- Implement Corrective Maintenance activities
- Expose departments to MP activities
- Expand Predictive Maintenance activities
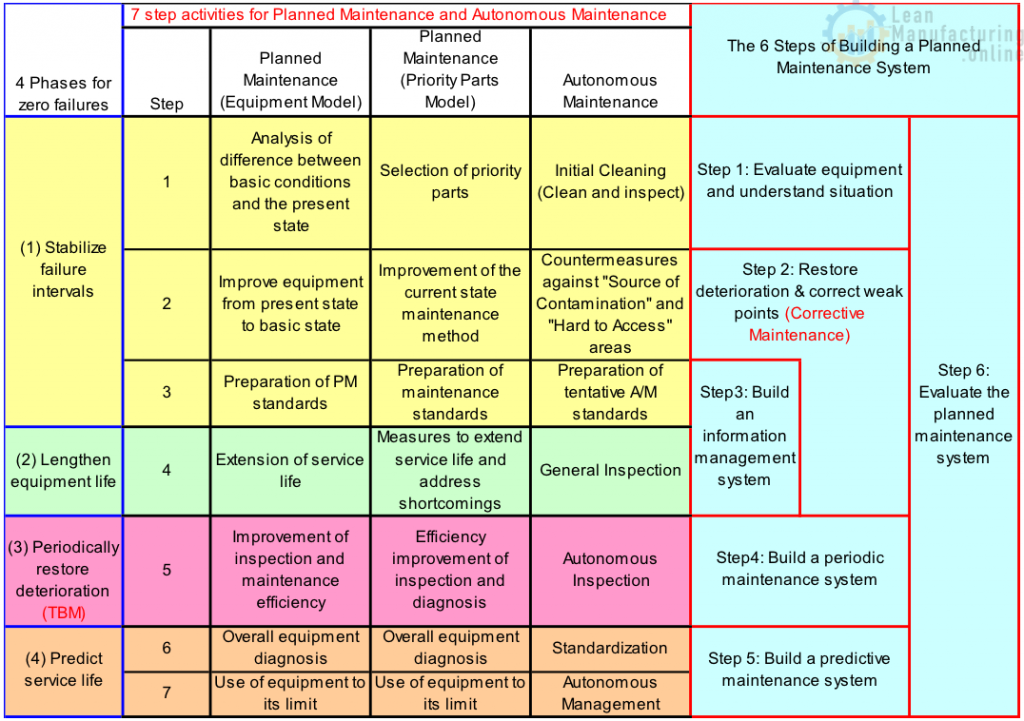
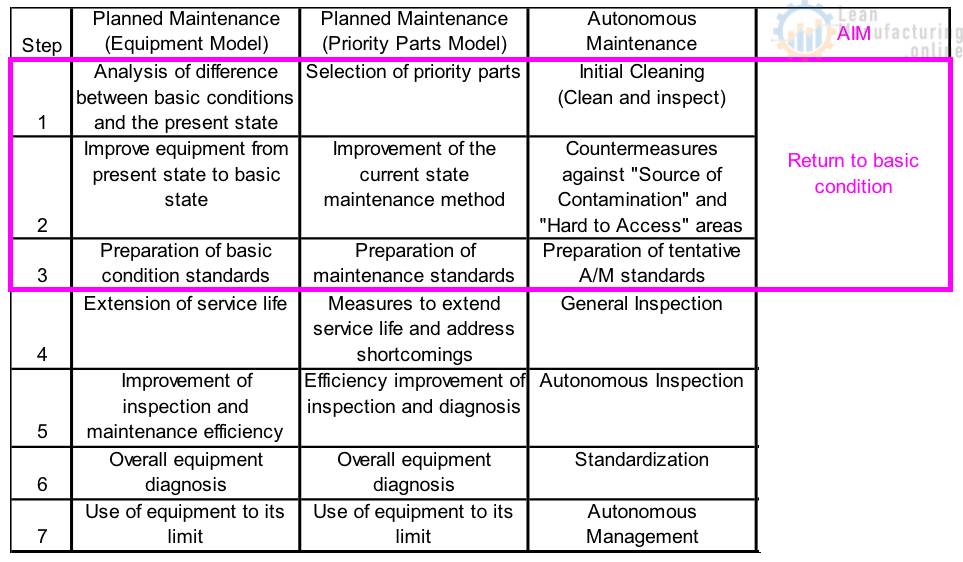
Image 7 steps down below illustrates the relationship between the 4 phases for attaining zero failures and how they are subdivided into the 7 distinct steps. How these steps relate to the concurrent Autonomous Maintenance activities is also shown. We will be showing the similarities between the 2 pillar of A/M and P/M activities throughout this module.
During our studies on this subject, we have frequently found another model for PM activities that only contains 6 steps. We have include that model here to illustrate how it follows the same basic zero failures activities in 5 steps and includes an evaluation process that measures all steps throughout the activities.
Image 7 steps
This entire module is all about how to systematically eliminate equipment failures. There are 4 distinct phases we go through in creating failure free equipment. How fast or slow it takes to go through these phases will depend upon your own individual site. If your equipment is already in good condition, if your work force is already skilled in maintenance techniques etc then it will go quick. Obviously, if your equipment is still experiencing numerous failures then it will take longer to go through the 4 phases.
What we are about to present here is the 7 step methodology recommended by Mr. Shirose as a means of going through all 4 phases.
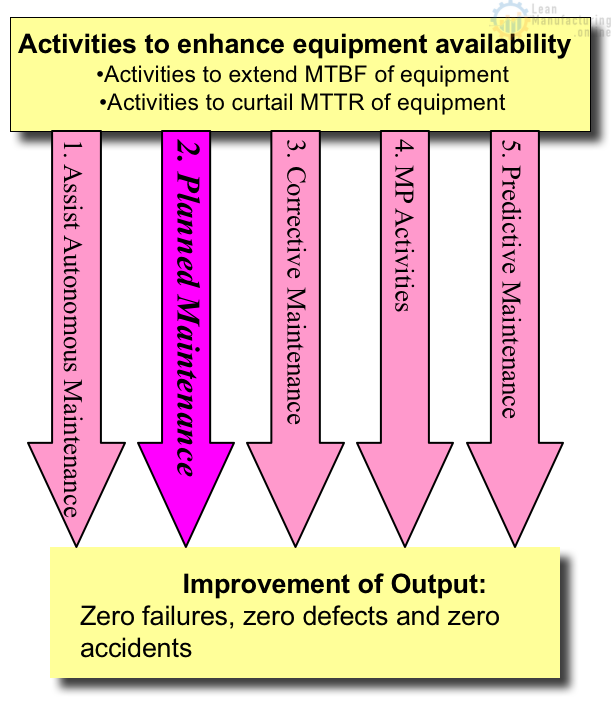
Planned Maintenance activities start with 4 phases for attaining zero failures.
These phases will result in improved equipment availability. To make the implementation of the 4 phases achievable, they are subdivided into 7 distinctive steps. In principle, the 7 steps should be conducted as small group activities.
The 7 steps are further classified into 2 separate activity models. These are based on conducting the 7 steps on a equipment model basis or on a priority parts model. The model chosen will depend on the type of industry and/or the specific circumstances. It is quite possible, indeed advisable, to utilize both models as needed.
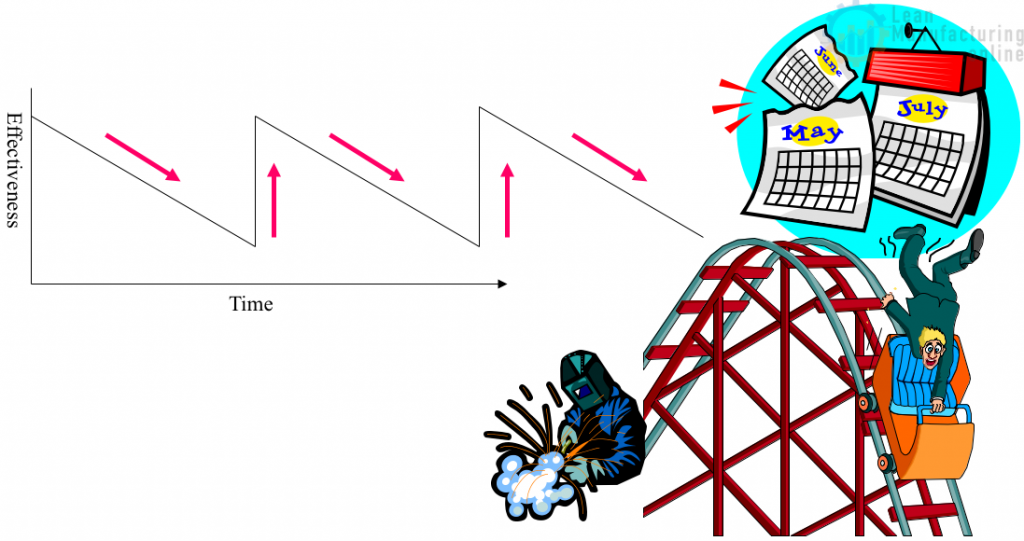
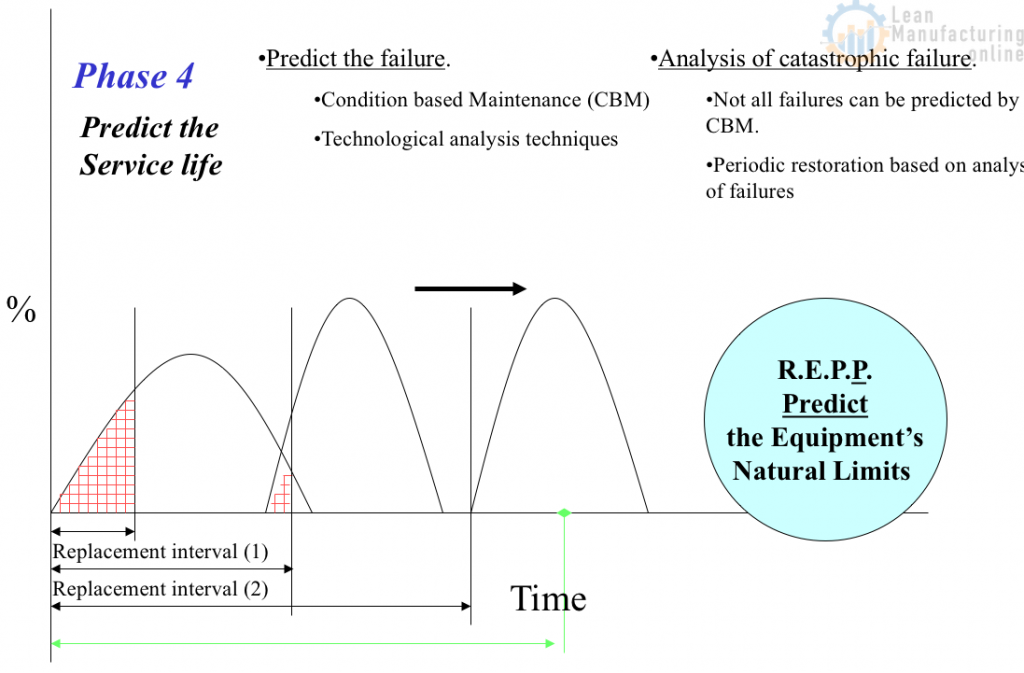
CHECK: Situation Before TPM!
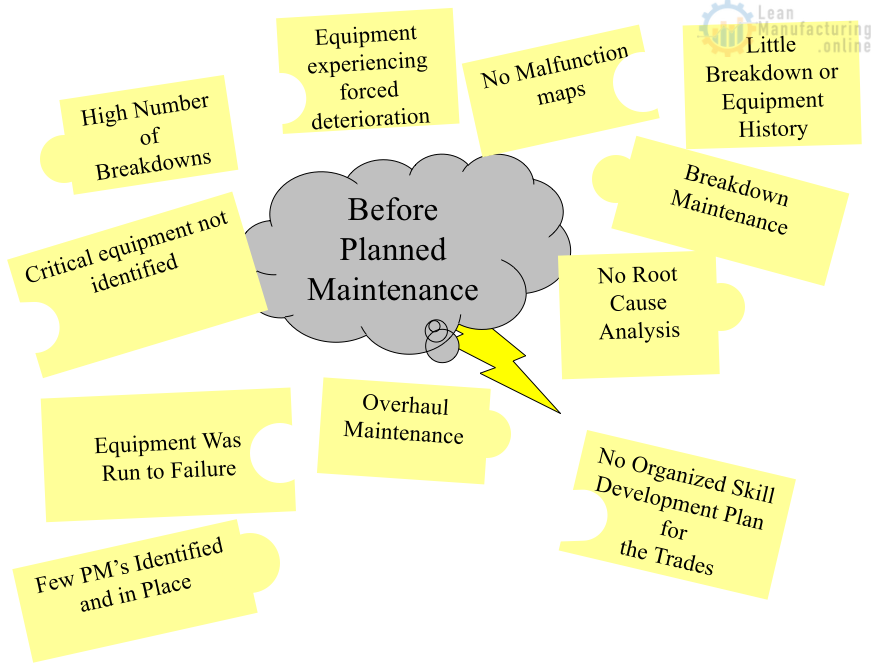
Stuck in a roller coaster ride of breakdowns and overhauls? Run to failure for the most part with an annual overhaul of the equipment.
The equipment’s effectiveness and availability looks like a saw tooth. A sharp upturn following the overhaul, then a long slow drip as the breakdown happens again.
- Breakdown Maintenance
- Run to Failure
- Overhaul Maintenance
- Saw Tooth Effectiveness
- Few PM’s
- No System for Improvements
ANALYZE: Why Do the 7 steps?
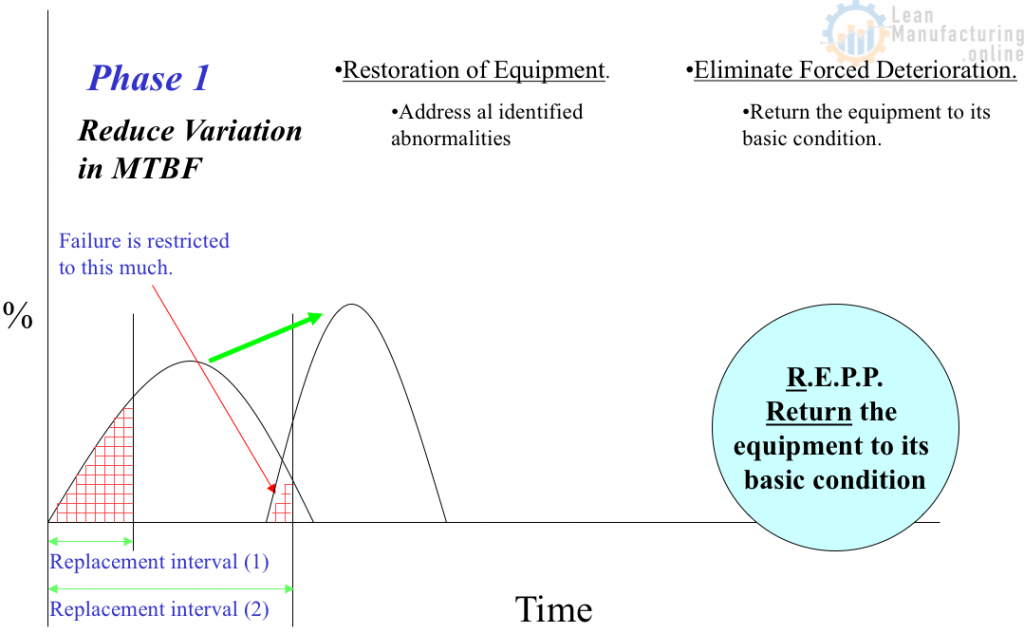
- Return to and maintain the equipment in its basic condition
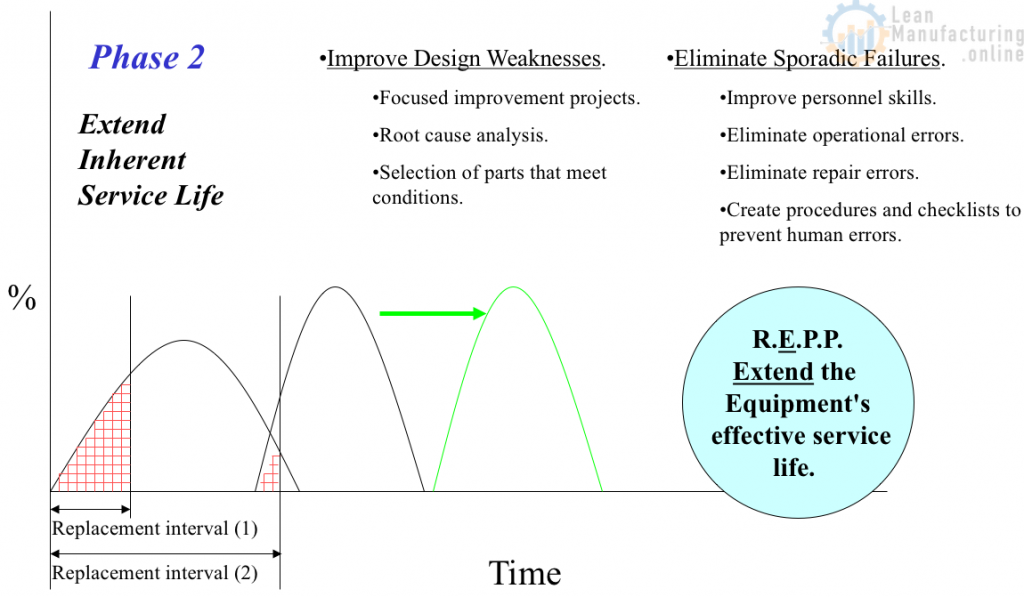
- Extend the equipment’s effective service life
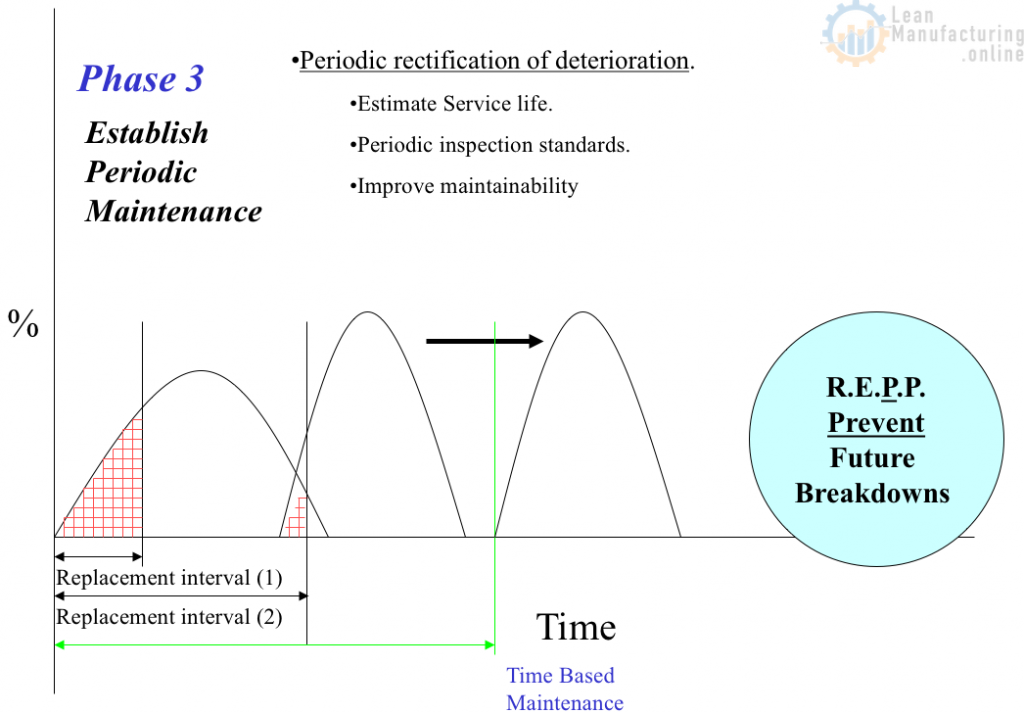
- Prevent future breakdowns
- Predict equipment’s natural limits
PLAN: Work planning criteria
(1) PM and AM clearly defined. Both maintain the equipment with shared responsibilities.
(2) Time Based Maintenance (TBM) and Condition Based Maintenance (CBM) are being selectively used.
(3) Specialized maintenance techniques such as lubrication control and root cause analysis are being used .
(4) Reliability, maintainability and availability are being measured.
(5) Corrective maintenance is pursued and utilized in the creation of MPs.
(6) Maintenance equipment and spare parts are under control.
(7) Data concerning downtime, man hours, MTBF, MTTR, etc is being analyzed .
(8) CMMS is being effectively utilized
(9) Equipment diagnosis techniques are studied and used.
(10) Maintenance costs are understood and controlled
PLAN: Loss elimination
4 Phases Approach for Zero Breakdowns

DO: 7 Step Activities Model Selection Process
Equipment Model:
- If forced deterioration is great, the equipment model will first bring the equipment back to its basic condition.
- If maintenance personnel are not trained in technological diagnostic techniques, the equipment model will upgrade the skills of the maintenance staff.
. Priority Parts Model:
- If units are numerous, parts model will yield quick results. Example: Similar component failures from differing equipment.
- Ideal
- Starting off with the equipment model when necessary and implementing part model activities as the equipment is returned to its basic condition and the maintenance skill levels increase

Steps 1-3 – Return to Basic Condition
Equipment Model
- Analyze difference between the present condition and the basic condition.
- Collect information and stratify failures by cause.
- Poor basic conditions
- Random failures
- Misuse
- Design
- etc.
- Collect information and stratify failures by cause.
- Correct abnormalities that cause forced deterioration and return the equipment to its basic condition.
- Preparation of PM standards
Priority Parts Model
- Analyze failure records and select Priority part for improvement process
- Improvement of the current maintenance method.
- Preparation of maintenance standards.
A. M.
- Initial clean, identify abnormalities. Create cleaning standards to maintain equipment’s condition.
- Put countermeasures against “Source of Contamination” and “Hard to Access” areas into effect.
- Preparation of tentative AM standards.
Eliminate Forced Deterioration
Return to Basic Condition
Step 4 – Corrective Maintenance

Equipment Model
- Activities to extend the service life of the equipment.
- Study failures-Improve MTBF
- Aid A.M. by selecting subjects and teaching general inspection activities.
- Corrective maintenance activities to improve the equipment.
- Reduce MTTR
- Creation of MPs.
- Review and update the PM standards.
- Analyze MTBF. Start preparing a maintenance calendar for Periodic Maintenance purposes
Priority Parts Model
- Study methods to extend the service life of the components. Measures to address shortcomings.
- Design of parts
- Improved use of parts,- work usage and procedures
- Increased parts protection, i.e. Shock absorbers, protective covers, air dryers, voltage-constant power sources
A.M.
- General Inspection – identify failure causes and train the production personnel how to recognize and/or neutralize the failures prior to them occurring.
Step 5 – Facilitate Inspection, Diagnosis & Repair
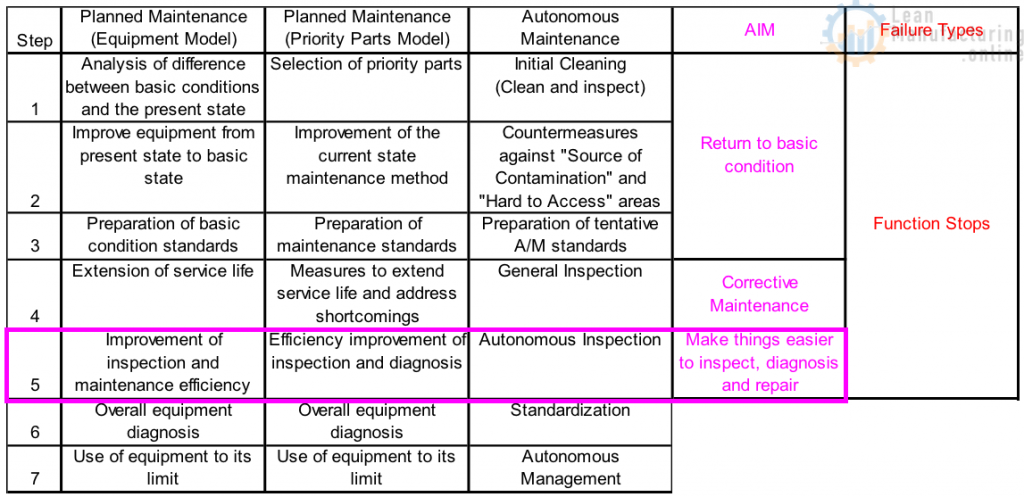
Equipment Model
- Improve inspection and maintenance efficiency
- Periodic Maintenance activities
- Make the PM standards created in step 3 easier to implement.
- Improve access to inspection areas
- Concentrate inspection items into one area.
- Improve inspection accuracy. Research symptoms of deterioration
- Reduce MTTR
- Revue PMs and MTBF, continue to update inspection time requirements
- Make the PM standards created in step 3 easier to implement.
Priority Parts Model
- Improve inspection and diagnostic efficiency
- Further improvement of PM standards
- Reduce preventive maintenance worker hours
- Improve access to ease inspection times
A. M.
- Improve cleaning, lubrication and inspection efficiency and ensure that improvements are reflected in the standards.
- Eliminate duplication of inspection by melding PM and AM standards
Step 6 – Reduce Quality Failures
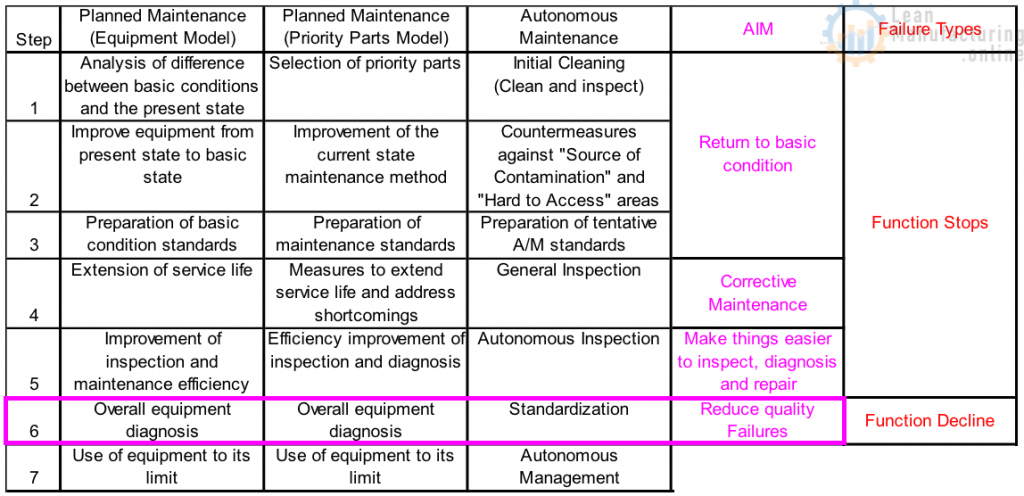
Equipment Model and Priority Parts Model
- Quality Maintenance by maintenance staff
- Analyze relationship between equipment and quality defects
- Prepare countermeasures for quality defect issues
- Update standards to implement and retain changes made during quality improvements.
A.M.
- Quality Maintenance by production staff
- Standardization of operators work procedures and equipment settings.
- Improve awareness of correlation between machine condition and quality issues
Step 6 & 7 Similar in Both Models
Eliminates Quality Losses
Step 7 – Predictive Maintenance

Equipment Model
- Predictive maintenance activities to use the equipment to its natural limit.
- Train on and use equipment diagnosis technologies
- Research on adding self diagnosis functions to the equipment.
Priority Parts Model
None
A. M.
- Practice full self management
- Enhance operators ability to record and analyze data
- Utilize data to spot weaknesses in prevention programs
- Enhance knowledge of costs
Measures
- Number of OPL by trades people
- Number of equipment failures attributed to personnel error
- Number of equipment failures attributed to forced deterioration
- Number of major stops (breakdowns)
- Extended MTBF













4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


