Due to decreased warehouse space, consumer packaged goods companies are forced to have shorter production runs, which leads to increased number of changeovers.
Agenda
Training Objectives and Expectations
- To reduce C/O time by at least 50%;
- To develop training material to roll out across all production areas.
Six major equipment losses
- Major Stops
- Minor Stops
- Changeover Loss
- Startup/Shutdown Loss
- Speed Loss
- Quality Loss
Definition “Changeover”
The time from when the last case of a run was produced to the first case of the next run.
Note: C/O loss and Start-Up Loss are closely related
Measure: Time (mins)
Definition “Startup and shutdown loss”
The time required to reach ‘normal’ running condition after a changeover or beginning of the week, or after PM. (Shutdown is the time taken to ramp down during a shutdown for C/O, PM, or end-of-week).
Note: ‘Normal’ running condition is when the production machine reaches average efficiency.
Measure: Time (mins)
Changeover vs. startup

Categories of changeover

External vs. internal
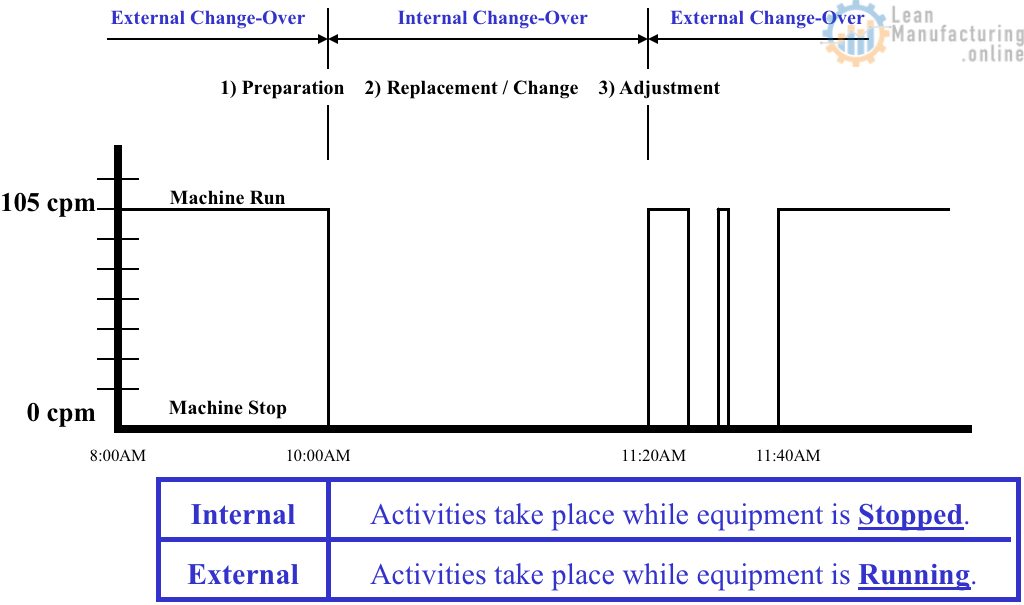
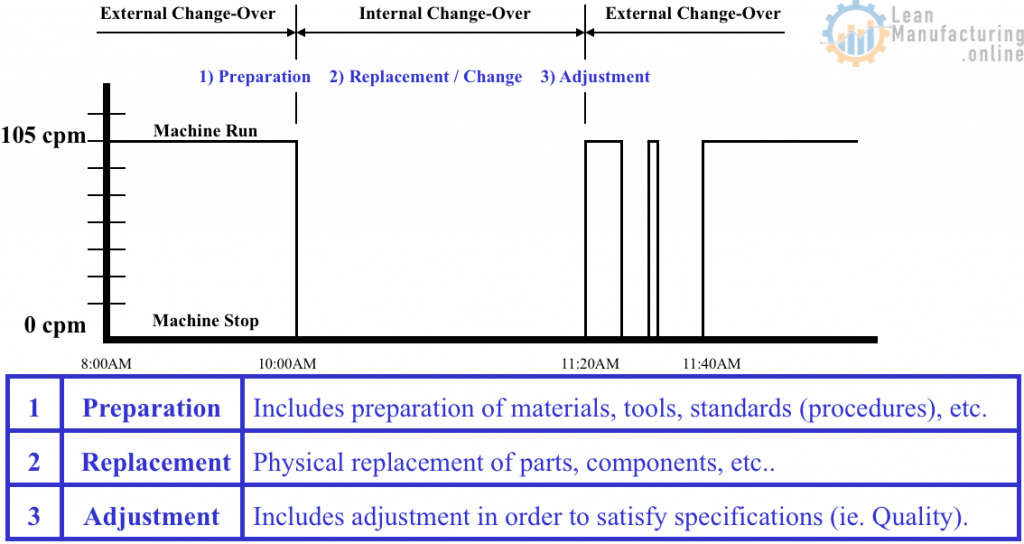
The 3 Components of C/O
7 Steps for Focused Improvements – Changeovers
Step 1: Form C/O Team
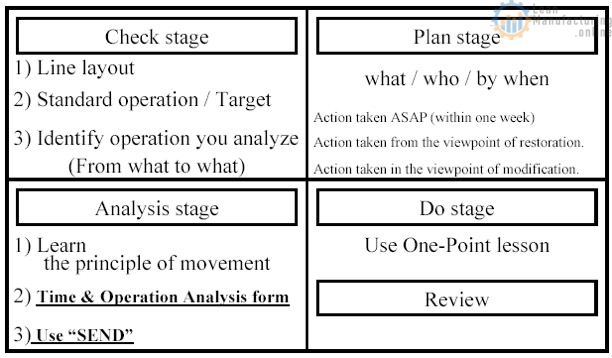
Step 2: Understand Present Status (Check)
Step 3: Time & Operation Analysis (Analyze)
Step 4: Plan Improvement Items (Plan)
Step 5: Implement Improvements (Do)
Step 6: Standardization
Step 7: Training
Step 1: Form C/O Team
- Define the team members of the Focused Improvement (FI)
- Set targets for C/O time reduction (50%)
- Agree on a plan for C/O FI activities (who, what, when, where)
Step 2: Understand Present Status
- Record actual Changeover on video for review in the boardroom
- Use the “Time & Operation Analysis” worksheet to describe the actual (current) Changeover procedure
- Use a stopwatch in a boardroom to review tape while filling in the worksheet
Step 3: Time & Operation Analysis

Step 3: Analyze Problem
- Identify Internal changeover operations that can be performed during External changeover activities
- Apply the S.E.N.D. methodology to all steps on the “Time & Operations Analysis” worksheet
S.E.N.D. Methodology
S.E.N.D. is a tool to help facilitate improvement (reduction) in Changeover time:
- Simultaneously
- Easier
- Eliminate Number of Operations (or Steps)
- Eliminate Distance between Operations (or Steps)
Simultaneously
Definition:
- Perform tasks in parallel that were once done in series, at the same time vs. separately
- Examples:
- Tightening two thumbscrews at the same time
- Bring all change-parts to the line simultaneously (on a cart for instance) vs. one-by-one
Easier
Definition:
- Modify a task such that it takes less time, materials/tools, or thought to perform.
- Examples:
- Eliminate the need for screwdrivers by using thumbscrews
- Color code change-parts so it is clear which part goes with which size
- Etch or Mark a change-over setting
Eliminate Number of Operations
Definition:
- Reduce the total number of tasks (operations) that are performed during the changeover
- Examples:
- Replace six (6) bolts with one (1) quick-release
- Use a change-over cart (all change-parts and tools required for the job are on the cart)
Eliminate Distance Between Operations
Definition:
- Reduce the physical distance between tasks (operations) to eliminate unnecessary walking time
- Examples:
- Ensure all bolts or thumbscrews are physically accessible from one side of the equipment
- Use a change-over cart to minimize walking back and forth from a change-part storage location
S.E.N.D. Summary
Note:
- Often many tasks can be combined to achieve several components of S.E.N.D. (ideal):
- Example: Changeover Cart
- Simultaneous because all parts are brought out at the same time
- Easier because the cart is on wheels and parts don’t have to be carried
- Number of steps reduced because obtaining change-parts is now a single step (vs. multiple trips)
- Distance reduced because only need to make one trip for change-parts
Step 4: Plan Improvement Items
- Develop an improvement implementation plan (who, what, when, where)
- These are the actions resulting from the S.E.N.D. analysis on the “Time & Operations Analysis” worksheet
Step 5: Implement Improvements
- Execute the improvement plan
- Verify actions are effective
- Collect detailed setup information (to be used in Step 6)
Step 6: Standardization
- Develop standard set-up sheets
- These sheets are to be used each time when performing the change-over
- Specific information, documenting change-over steps, settings, locations (where the cart can be found), color schemes, etc.
- Measure “after” changeover times and compare with “before” situation
Step 7: Training
- Develop an activity board
- Provide training sessions for new changeover process (track training records)











4M Analysis Process
The purpose of this procedure is to define the steps to do a 4M …


