1. What is TPM?
‘TPM’ stands for ‘Total Productive Maintenance.’ It began with equipment maintenance and PM (preventive care) in particular. It was subsequently developed into a systematic approach for entire production sites, eventually appearing under TPM in Japan in 1971.
In the subsequent three decades, it has helped increase manufacturing efficiency not just in Japan but worldwide. The number of sites winning a TPM award every year under the scheme promoted by JIPM (the Japan Institute of Plant Maintenance) has passed several hundred, with half of these located outside Japan.
TPM is essentially a program of activities for eliminating the constraints that hold down the production efficiencies of individual machines right through to complete production systems. It is based on the following:
(1) Highlighting losses by comparing the current situation with the ideal situation as determined by operating principles and parameters.
(2) Promoting kaizen (continual improvement) to eliminate the losses thus identified.
(3) Establishing systems and implementing training programmes to enable the above activities to be carried out by individuals and on an organizational basis.
For this to be done efficiently, TPM has skilfully formalized several step-by-step development programmes (such as the 7 Steps of Autonomous Maintenance) and promotion guidelines (such as the 8 Pillars of TPM) and has consequently become recognized as an effective program for rapidly translating activity into bottom-line results.
On the other hand, the pricking of Japan’s economic bubble, and the accompanying downturn in the manufacturing industry from high growth and expansion to low growth and contraction, have forced a change in approach. In these new circumstances, removing obstacles to higher production efficiency is not enough to produce satisfactory business results, so TPM has had to change its focus to eliminate barriers to higher business profits. This is why some companies now refer to their TPM initiatives, depending on what phase or level they have reached, as ‘Total Production Management.’
This article begins by explaining the basics of TPM as a program for pursuing the ultimate in production efficiency and goes on to describe how it relates to TQM and how some companies (including non-Japanese ones) are now using it to build systems and structures designed to ensure the profitability of their businesses and operations, through what is known as TPM Levels 2 and 3.
2. The Basic Version of TPM
A typical TPM programme is developed along the lines of the eight ‘pillars’ described below.
(1) Autonomous Maintenance: A program for developing equipment operators into highly competent people who know their machines well by having them clean, lubricate, tighten, check and otherwise maintain their devices by themselves, as well as making improvements to eliminate losses. It begins with the 5 Ss (sort, store, shine, standardize, sustain) and is developed through a seven-step procedure (to be described later).
(2) Focused Improvement: An improvement program that aims for zero losses, by reducing the 6 Big Equipment Losses (defined concerning the ideal, optimal state) and by identifying and quantifying (where possible, and preferably in money terms) other losses peculiar to the site and setting up project teams to reduce or eliminate them, topic by topic.
(3) Planned (Effective) Maintenance: A TPM activity in which the specialized maintenance department shifts the maintenance focus from breakdown maintenance (BM) to preventive maintenance (PM) and from corrective maintenance (CM) and time-based maintenance (TBM) to predictive maintenance (PdM) or condition-based maintenance (CBM), while reducing maintenance costs and supporting the Autonomous Maintenance program.
(4) Quality Maintenance: A programme for eliminating quality defects, first by restoring deteriorated equipment (since deterioration causes defects) and then establishing the conditions under which no defects are produced and ensuring that those conditions are sustained. It is known for applying the Figure-of-Eight Method (to be described later).
(5) Early Management: Managing new products and equipment at their source. Early equipment management is mainly about maintenance prevention (MP) design, in which MP data is collected from maintenance records and other TPM activities and is incorporated into equipment design to make it easy to use and very reliable.
(6) Administration and Support: TPM is applied to administrative and support departments to reduce or eliminate the administrative losses inherent in their activities and reduce or eliminate the core work losses found in production planning, accounting, and other processes and systems that support the operating departments.
(7) Training and Development: An activity for raising people’s morale and developing their abilities to achieve higher standards of TPM activity and other work. It focuses on General Inspection training (to be described later) and upskilling/multiskilling through TPM training facilities, together with the acquisition of national vocational qualifications in subjects such as mechanical maintenance.
(8) Safety, Health and Environment: A program for preventing accidents, in which various forms of safety training are conducted, and error-proofing systems are introduced to achieve essential safety based on near-miss experiences and hazard prediction activities. The 3 Rs (reduce, reuse, recycle) have recently been incorporated to address the environmental aspect.
Numerical targets are set within each of these pillars, special cross-functional sub-committees are formed, a system of overlapping small groups covering everyone in the organization (in which teams are established at each hierarchical level from senior management down to front-line operators) is set up, and activities designed to achieve the targets are set in motion.
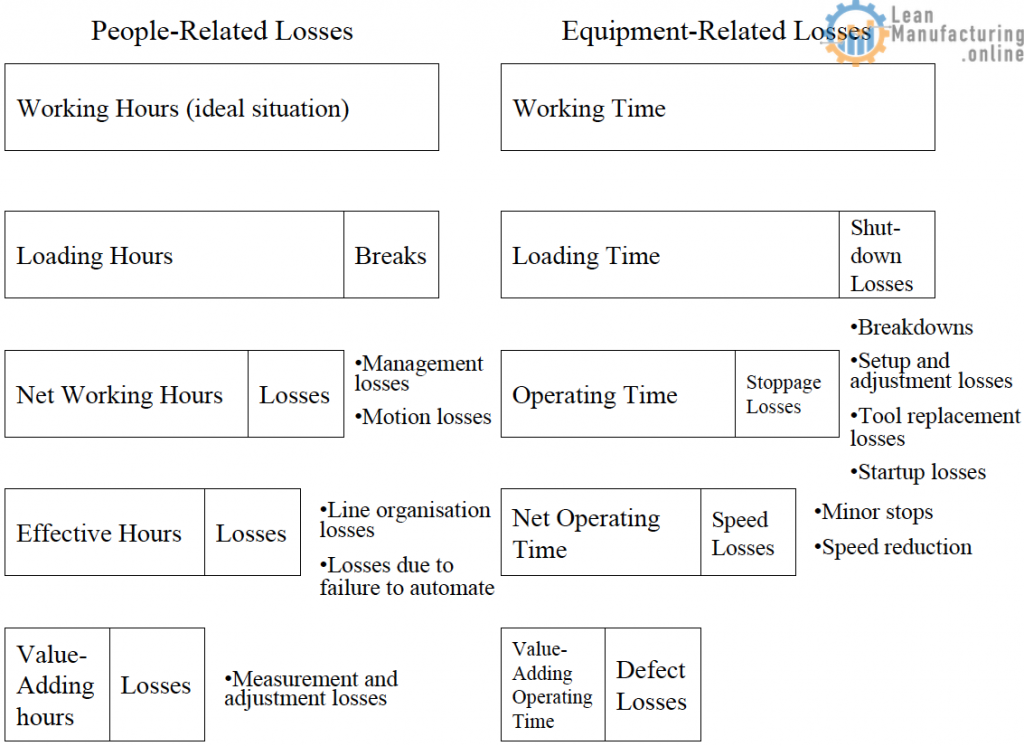
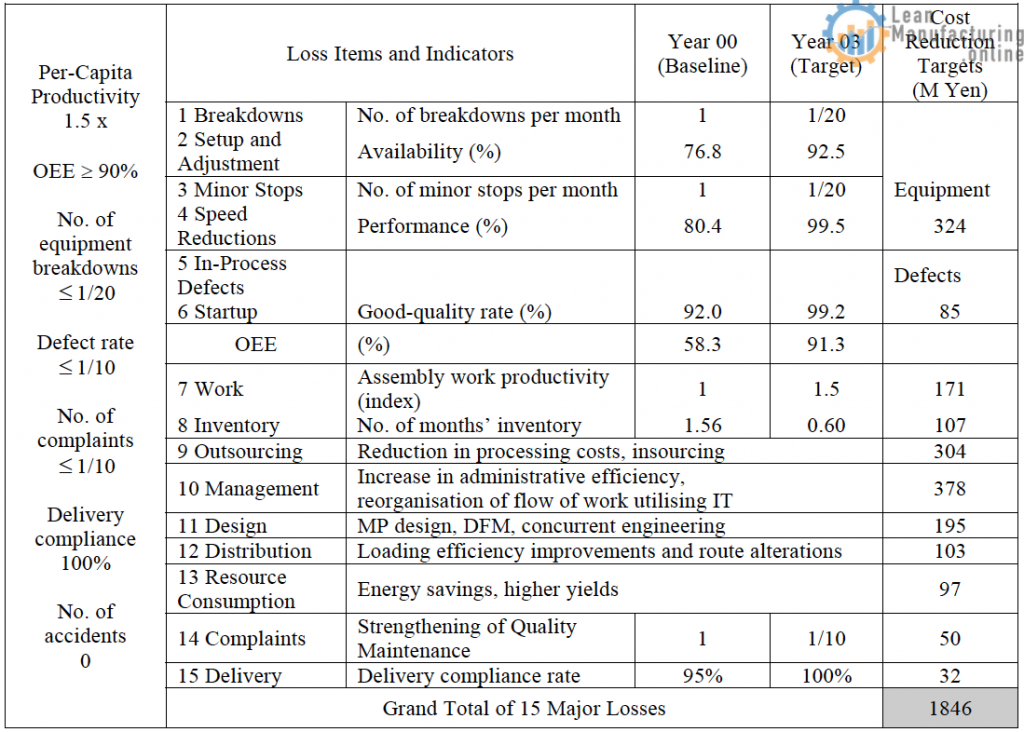
The word ‘loss’ has already been used many times in this article. From TPM’s standpoint of pursuing the ultimate production efficiency, a loss is defined as the gap between the current reality and the ideal situation. In many cases, these losses are converted into money terms and taken as improvement targets to achieve better business results. Figure 1 depicts the concept of how losses are defined in TPM, and Table 1 shows an example of how losses have been converted into money terms to set financial loss-reduction targets.
Many readers will be familiar with the 6 Big Equipment Losses (breakdowns, setup and adjustment losses, minor stops, speed losses, quality defects and startup yield losses) represented by the losses shown on the right-hand side of Figure 1. Overall Equipment Effectiveness (OEE) is the time during which the equipment is adding value (the time left after all these losses have been excluded), expressed as a percentage of the loading time (the time for which the equipment is supposed to operate). It is calculated as the product of the availability (the operating time, i.e. the loading time minus the time lost due to breakdowns, expressed as a percentage of the loading time), the performance (the net operating time, i.e. the operating time minus the time lost due to minor stops and speed losses, expressed as a percentage of the operating time), and the quality rate (the value adding operating time, i.e. the net operating time minus the time lost due to producing a defective product, expressed as a percentage of the net operating time).
The OEE of many machines is under 40%, even when their availability (the proportion of the time they operate without actually breaking down) is as high as 95%. In TPM, companies usually set themselves a target of raising the OEE to 85% or higher.
Recently, by using the concept of defining losses that reflect the characteristics of a particular site and converting these into monetary terms, many companies have extended their loss-reduction activities (principally Focused Improvement) to encompass 16 major losses, including people-related and management-related losses in addition to the 6 Big Equipment Losses. Table 1 is an example from a site that has defined fifteen major losses, showing the baseline values for each, together with the target values for one year later, with the difference between them expressed in monetary terms as a financial target. A ‘loss-cost tree,’ a matrix showing the relationship between losses and cost items, is used to convert each loss indicator into a monetary value. If the business conditions in which the site finds itself are not considered when doing this, gaps will arise between the hard-won loss reductions achieved and the amounts of money saved. For example, even when time saved is converted into money by factoring in the cost of labour, no money will be saved unless the number of people on the job is reduced, even though the job may take less time than before.
Meanwhile, regarding human resource development, the most important feature of Autonomous Maintenance is operators learning to look after their equipment. To do this, they follow a fixed pattern of seven steps:
- initial cleaning,
- countermeasures against sources of contamination and hard-to-access areas,
- provisional standards,
- general inspection,
- autonomous inspection,
- standardization, and
- full self-management.
To begin with, dismantling and cleaning the machinery and plant reveals various faults, deterioration and other sources of problems. Tags are fixed to these locations and removed after the part has been restored or improved (this is known as ‘tagging and de-tagging’). Then, visual controls and other ingenious gadgets for preventing errors are thought up and installed to facilitate the subsequent checking and maintenance work. Some simple examples of these are match marks on nuts and bolts to show at a glance whether they have come loose, transparent covers to make machine interiors visible, colour-coding to distinguish different wires and pipes, arrows to show the flow direction of their contents, thermosensitive labels on machines to detect overheating, and shadow boards to establish whether any tools or parts are missing.
As these activities are being carried out, a method of training is employed in which each improvement (a better cleaning method, a more efficient checking method, etc.) is described on a single sheet of paper called a ‘one-point lesson,’ which is then displayed to pass the knowledge on to everyone in the workplace. Employees’ abilities are also developed in Step 4 (General Inspection) of the Autonomous Maintenance program, where they learn about the structure and functions of their equipment from the standpoint of its operating principles and parameters and develop their ability to uncover hidden faults and restore and improve their machines to get them into their optimal state. During this step, they receive training in machine elements, lubrication, pneumatics, hydraulics, electrics, drive systems, equipment safety, processing conditions and other subjects, significantly improving the equipment and product quality.
So far, this article has described the primary form of TPM, which the production department leads. Still, the sales department and other indirect departments also implement Autonomous Maintenance steps and improvement activities (based on definitions of their particular losses) appropriate to their work.
Continue to Part 2












4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


