4M Analysis is one of the fastest ways to organize possible causes during a manufacturing problem. It separates the investigation into four practical categories: Machine, Method, Material, and People. Some teams still use the older term “Manpower,” but “People” is clearer and less likely to create a blame mindset.
The value of 4M Analysis is not the diagram itself. The value is the thinking discipline. The team slows down, looks at the process, lists possible causes, and then checks evidence before deciding what to fix. That makes it useful for defects, downtime, safety near misses, process variation, and repeat problems.
What is 4M Analysis?
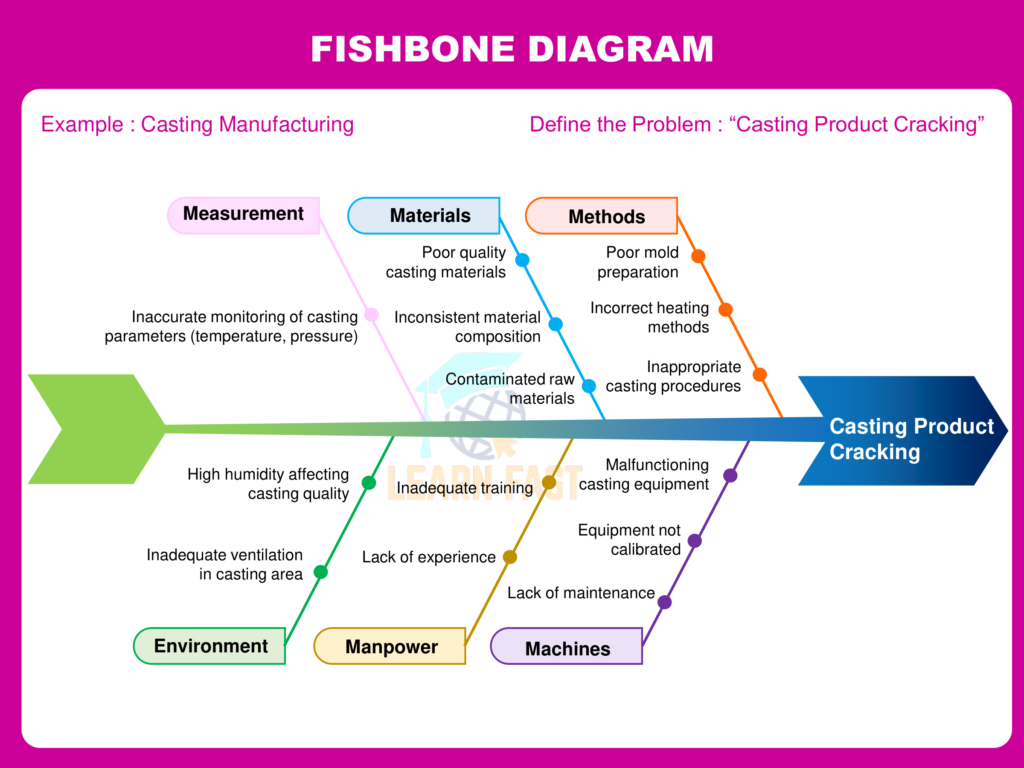
4M Analysis is a root cause analysis method that groups possible causes into four categories. It is often used as a simpler version of a cause-and-effect or fishbone diagram. The four categories help a team avoid jumping to one explanation too quickly.
| 4M category | What it covers | Typical evidence |
|---|---|---|
| Machine | Equipment, tooling, sensors, fixtures, wear, settings, and basic condition. | Machine inspection, setup parameters, maintenance history, photos, alarms. |
| Method | Standard work, setup sequence, inspection method, reaction plan, and work instructions. | Observed work, checklist review, standard comparison, audit notes. |
| Material | Supplier, lot, grade, dimensions, packaging, contamination, age, and storage. | Lot records, certificates, measurements, storage conditions, incoming checks. |
| People | Training, handover, staffing, fatigue, communication, and skill coverage. | Training matrix, shift records, interviews, direct observation. |
For the full method, see the 4M Analysis process guide. This article focuses on practical examples that show how the thinking works in real manufacturing situations.
Example 1: Product defect after changeover
Problem: After a packaging line changeover, labels are slightly misaligned. The defect rate increases from less than 1% to 7%.
| 4M category | Questions to ask | Possible evidence |
|---|---|---|
| Machine | Are sensors, guides, rollers, or label-applicator settings different from standard? | Setup settings, sensor position, mechanical inspection, before/after photos. |
| Method | Does the setup checklist clearly define the alignment check? | Checklist review, direct observation, standard work comparison. |
| Material | Is the label roll from a new supplier, lot, or storage condition? | Lot record, label dimensions, adhesive condition, packaging condition. |
| People | Was the setup done by a trained person following the same method? | Training record, handover notes, supervisor observation. |
A weak investigation might say, “The operator set it up wrong.” A stronger 4M investigation checks whether the standard was clear, whether the setup point was easy to verify, whether the material changed, and whether the machine condition supported the standard.
Example 2: Repeated machine stoppages
Problem: A filling machine stops several times per shift because bottles jam near the infeed.
Under Machine, the team may check worn guides, conveyor speed, sensor timing, lubrication, and loose brackets. Under Method, the team may review how the infeed is adjusted after product-size changes. Under Material, the team may check bottle dimensions by supplier lot. Under People, the team may check whether each shift uses the same adjustment method.
This example connects directly to breakdown reduction. If a jam repeats every shift, it should not remain only as a downtime entry. It should trigger a structured investigation connected to breakdown thinking, equipment breakdown causes, and the local reaction plan.
Example 3: Safety near miss
Problem: A mechanic nearly slips while working around a compressed air station.
| 4M category | Investigation angle |
|---|---|
| Machine | Is there a leak, poor hose condition, missing bracket, or unsafe access point? |
| Method | Is there a standard for storing hoses, draining condensate, and reporting leaks? |
| Material | Is the hose or fitting type suitable for pressure, environment, and movement? |
| People | Are users trained to report damaged hoses, poor housekeeping, or slip hazards? |
Safety problems need careful handling. 4M Analysis should not be used to assign blame. It should help the team understand how the work system allowed the near miss and what control must be improved.
Example 4: Variation in process output
Problem: A process produces acceptable parts during the day shift but more variation during the night shift.
This may look like a people issue at first. 4M helps the team look deeper. The day shift may have more experienced operators, but the true issue could be that the reaction plan is unclear when temperature drifts. The night shift may also receive different material lots, have fewer technical support resources, or use a different setup habit.
When the problem involves variation, connect the investigation with process capability thinking such as Cpk vs Ppk. This helps separate normal process spread from special causes that need immediate investigation.
Questions to ask during 4M Analysis
The questions below help a team move from opinion to evidence. Do not ask every question every time. Select the questions that fit the problem and the process.
Machine
- Is the equipment running within standard settings?
- Are tools, fixtures, guides, sensors, and wear parts in good condition?
- Did maintenance, adjustment, cleaning, or changeover happen before the issue started?
- Is there evidence of forced deterioration such as dirt, looseness, leakage, or poor lubrication?
Method
- Is the standard work clear, current, and easy to follow?
- Does the method include verification after setup, adjustment, or changeover?
- Are all shifts using the same method?
- Is the reaction plan clear when the result goes out of standard?
Material
- Did the supplier, lot, grade, packaging, or storage condition change?
- Is incoming material within specification?
- Could moisture, contamination, age, or handling affect the process?
- Are material changes controlled and communicated?
People
- Was the work performed by a trained person?
- Were staffing, fatigue, handover, or communication factors present?
- Does the process make the correct action easy and the wrong action difficult?
- Are skill gaps visible in the skill matrix?
How to turn 4M examples into action
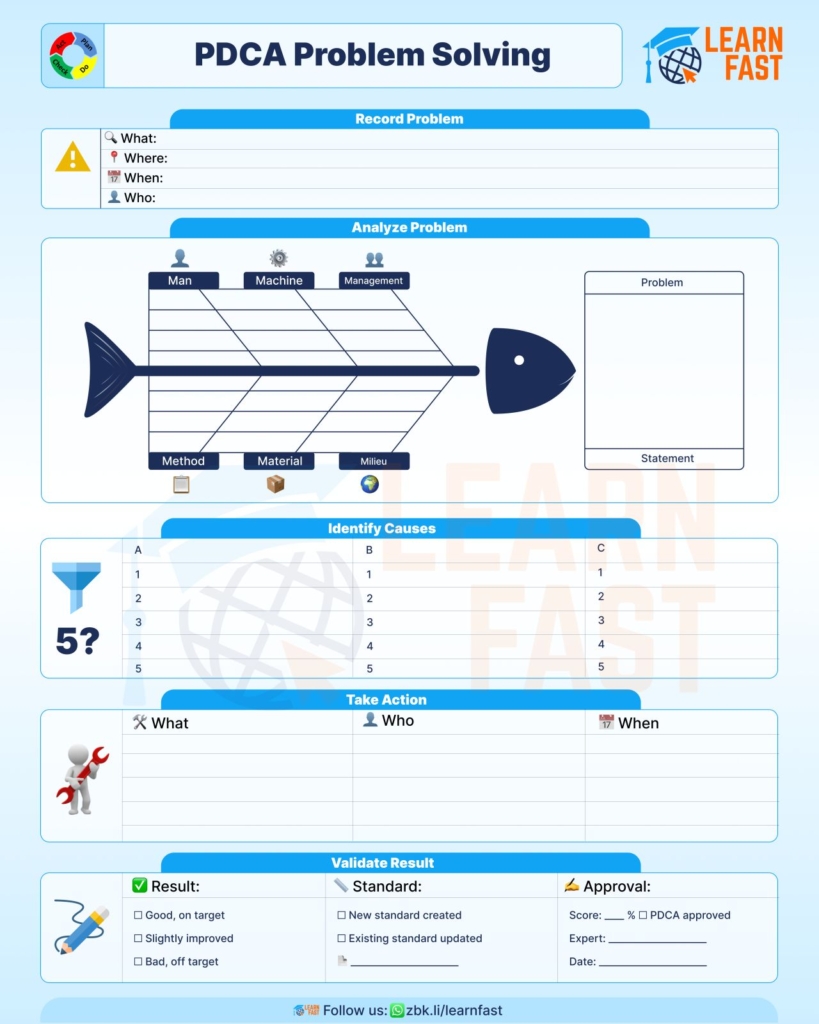
A useful 4M Analysis should end with verified causes and assigned actions. For each likely cause, define the evidence required to confirm it. Then define who will check it, by when, and what permanent control will be added if the cause is confirmed.
| Step | Output | Common mistake |
|---|---|---|
| Define the problem | Clear defect, downtime, safety, or variation statement. | Starting with a vague problem such as “operator error.” |
| List possible causes | Machine, Method, Material, and People possibilities. | Only listing causes from one category. |
| Check evidence | Facts from the process, not opinions from the meeting room. | Choosing the cause that sounds most familiar. |
| Confirm root cause | Cause verified by observation, test, history, or measurement. | Stopping at a symptom. |
| Add control | Standard, training, poka-yoke, PM task, visual control, or reaction plan. | Adding a one-time correction with no prevention. |
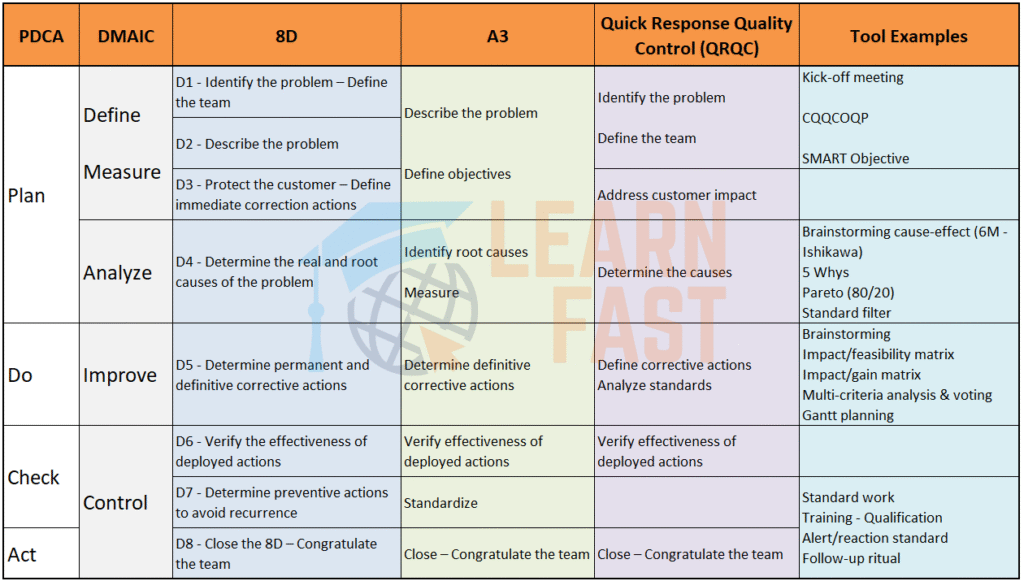
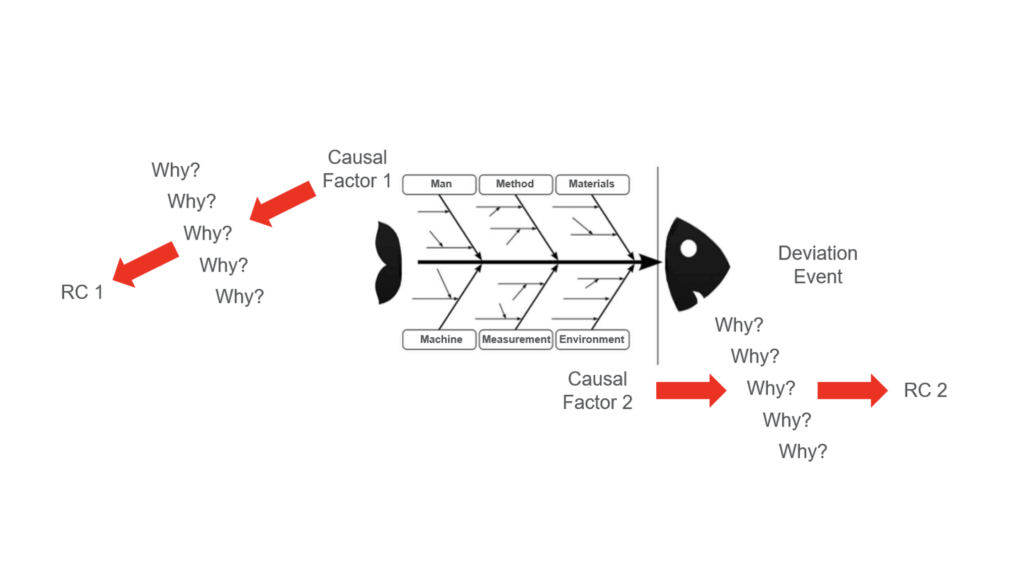
For deeper investigation, connect 4M with Why-Why Analysis, A3 Problem Solving, and visual management. 4M organizes the possible causes. The follow-up method verifies the real cause and locks in the countermeasure.
Final thought
4M Analysis is simple, but it is not shallow. When a team uses it well, it prevents blame, widens the investigation, and brings the conversation back to evidence. The best examples are not the ones with the most ideas. They are the ones that lead to verified causes, better standards, and a more stable process.








4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


