(1) Equipment specifications are unclear
In some cases, owing to insufficient thoroughness at the design stage, the equipment specifications themselves are unclear and the equipment is operated too fast, resulting in quality defects and breakdowns. Sometimes the opposite happens, and the equipment is operated slower than necessary. This is particularly common with older equipment or equipment developed in-house. In either case, a thorough review of the rated speeds should be undertaken.
(2) Equipment is not operated at the specified speed, even though it could be
Sometimes, equipment is not operated as fast as it could be because it was slowed down at some time in the past to cope with a spate of quality problems or mechanical difficulties, and has been operated at a lower speed ever since. In some cases, the true causes were not investigated properly, the problems were never solved, and it was concluded that nothing could be done and the situation would simply have to be accepted. Another reason why equipment may have to be operated slower than necessary is that slight defects and forced deterioration have been neglected, despite the fact that the rated speed could easily be achieved by dealing with them. In yet other cases, equipment is not operated at the specified speed because of a problem that could not be solved when it occurred but could easily be solved with today’s level of technology and management.
(3) Not enough effort is made to uncover the causes of reduced speed
In some cases, quality and mechanical problems will gradually worsen as the speed of a machine is increased above its present level, while in other cases, they appear all at once over a certain speed. The causes of such problems are present in the equipment even when it is operating at lower speeds; it is just that they are not apparent at these speeds. When the speed is increased, the causes are magnified, eventually becoming serious enough to create real problems. This means that increasing the speed of a machine is one way of exposing its deficiencies. However, few companies are brave enough to deliberately speed up their machines in order to see what would be revealed. Even when they do so, they rarely make enough effort to track down the causes of the resulting quality defects, breakdowns and other problems. These causes usually fall into one of the following categories:
- Teething problems left unresolved because of insufficient debugging
- Mechanical or system faults
- Problems with day-to-day management
- Lack of precision
The direct causes of the problems and other associated factors should be identified and steps taken to eliminate them. Doing so will help to raise technical standards
(4) Insufficient attention is paid to ‘air-cutting’ time and idling time
‘Air-cutting’ time is the time wasted when a machine tool is ready for action (cutting, grinding, etc.) but is not actually doing any useful work. In the case of a grinding machine, for example, a work cycle starts with setting the workpiece in position, advancing the grindstone quickly at first, and then advancing it slowly as it approaches the workpiece. The grindstone is cutting air as it is being advanced, and it does not do any real work until the sparks begin to fly.
Idling time is the time lost when a machine has completed one operation and is preparing for the next. This usually lasts for at least 0.5 – 2.0 seconds, so the total time wasted can be very large if the machine goes through a complex cycle of operations. Designers tend to build a lot of idling time into the sequence to provide a margin of safety and ensure that the machine’s timing is correct. Most companies do not pay enough attention to air-cutting and idling time and in many cases do nothing about it, despite the fact that reducing it could bring significant benefits, especially to high- volume factories.
The reason why these losses remain hidden is that air-cutting and idling times are very short in a high-speed machine, and tools and techniques for measuring time losses of under a second are not in widespread use. Nevertheless, companies need to use instruments such as visicorders (oscillograph recorders) to measure these times and make people aware of the losses.
(5) Insufficient attention is paid to actuating and rotating speeds
If the time taken for automated equipment to complete each of its actions is observed, it will often be seen that many of the motions it performs are slow and wasteful. Cutting speeds are also often slower than they need to be. In many cases, this is because some problem occurred in the past, but nothing was done to identify and eliminate its root causes. Instead, the equipment was slowed down to avoid quality defects and has been operated at that speed ever since. In other cases, nothing is done to speed the equipment up because the people managing it do not have enough experience to judge what its optimal speed should be. Since the equipment is working, albeit after a fashion, it can be difficult to determine whether or not its current speed of movement is fast enough, but improvements should be sought in any case, without concluding that the current speed is the best.
Common problems include:
- Actuating times vary
- Machines judder while moving
- Machines are slow because cutting/processing conditions are inadequate
- Machines are slow because they are old
- Machines are slow because they are inaccurate
- Machines are slow because they have been neglected
Problems like this must be taken seriously and solved as a matter of urgency.
(6) Theoretical analysis is weak
People usually try to raise the speed of a machine by increasing it gradually and seeing what happens. Although this method is not wrong, there is a limit to how high the speed can be raised, and it is difficult to proceed without knowing what that limit might be. More analysis needs to be done to determine theoretical speed limits. Even if an entirely accurate answer cannot be obtained, theoretical considerations based on certain assumptions will allow some kind of limit to be set.
In the case of an injection moulding machine, for example, the cooling time is usually the determining factor that controls the overall cycle time. The theoretical minimum cooling time can be calculated (or at least estimated) from the thermal
capacity of the system, taking into consideration the input and output temperatures of the cooling water, its flow rate, the diameter of the pipes, the layout of the pipework (and the possibility of changing it), the thickness of the die, the material from which the die is made, and so on. The theoretical value should then be compared with the actual value, and the system should be investigated to see whether any improvements can be made to raise the cooling capacity and bring the cooling time closer to the theoretical minimum.






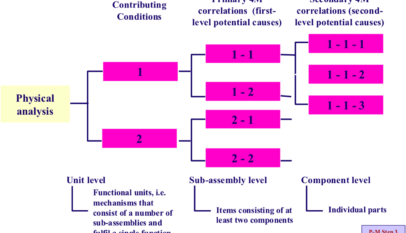

4M Analysis Process
The purpose of this procedure is to define the steps to do a 4M …


