1 What Is Effective Maintenance?
1.1 The Aim of Effective Maintenance
Effective Maintenance aims to raise the company’s productivity by lowering the total cost of its equipment over every stage from design and fabrication through to operation and maintenance (including the initial cost of the equipment itself, maintenance and other running costs, and losses due to equipment deterioration).
The goals of Effective Maintenance can be summarised as follows:
Goals of Effective Maintenance = (Equipment performs its functions whenever required / At minimal cost)= (Maximize goals / Minimize means of attaining goals)
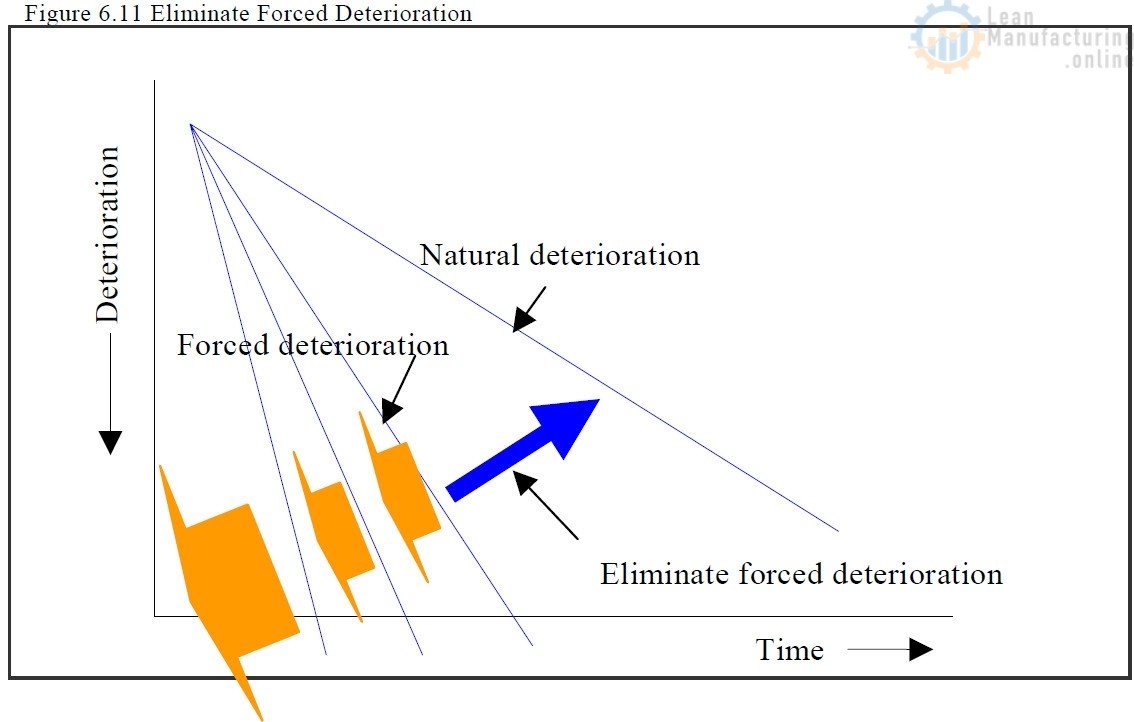
In a nutshell, Effective Maintenance aims to eliminate failures.
2. The Basic Approach to Implementing Effective Maintenance
2.1 The three main reasons why equipment fails
2.2 The five main factors that cause equipment to fail
3. Types of Maintenance, and How They Should Be Allocated
3.1 Types of equipment maintenance
3.2 The Roles of the Production and Maintenance Departments
3.3 Management Issues
Chapter 6. Planned (Effective) Maintenance. Part 2







4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


