This section describes the typical problems that many companies face in attempting to reduce and eventually eliminate breakdowns, and what they need to do about solving them.
(1) Production department apathy
Production departments often pay little attention to breakdowns, regarding them as the responsibility of the maintenance department. They have an I make, you fix mentality. While very concerned about producing the required volume of product, they show little interest in the equipment and its maintenance, even though these are critical to product quality.
Why are production personnel typically so unconcerned with maintenance when they are the ones who face the biggest problem when the equipment fails? There are several possible reasons. They may only have enough labour resources to cope with production and no time to do anything else. They may be prohibited from touching the equipment for safety reasons. Perhaps their company has taken the principle of division of labour too far. Or there may be no system in place that would allow them to maintain their own equipment. All of these are mistaken policies on the part of senior management. They are mistaken because, no matter how hard the maintenance department tries, there is no way it can eliminate failures or even reduce them significantly on its own. It can only do so with the help of the operating department. The two departments must work closely together. Operators must perform routine maintenance tasks such as cleaning, checking, lubricating, retightening, and simple parts replacements (looking out for problems as they do so), while maintenance personnel must perform all the other, more specialized, maintenance work required. To achieve this, it is essential to involve the operators in the maintenance effort and ensure that they play a full part.
Breakdowns often show warning signs before they actually happen. Operators must be taught to recognize these signs so that failures can be discovered at an early stage and nipped in the bud. They must also learn how to keep their equipment clean, tight and properly lubricated to ensure that problems occur as infrequently as possible. The only reason why operators do not do this anyway is that they have not been taught how to do it or why it is necessary. Given the necessary instruction, they will happily perform the task. Training operators to recognize when something is wrong and report to the maintenance department, provided that the maintenance department then takes prompt corrective action, is an extremely effective way of reducing breakdowns. Making the best possible use of the operators’ abilities is the key to reducing failure rates.
(2) Weak approach to failure analysis
Most companies do not analyze failures sufficiently rigorously. Despite complaining about high failure rates, they neglect to make effective use of the information that failures can furnish. It is important to learn as much as possible from each breakdown and collect and analyze failure data over time to identify where weaknesses lie. Failures are an extremely valuable source of information. Some breakdowns cannot be anticipated with existing levels of knowledge and experience. The purpose of analyzing them once they happen is to find out what needs to be done to prevent them, or ones like them, from happening again. The learnings from the analysis should then be communicated to everyone in the relevant work area and rolled out to other areas where similar problems could arise.
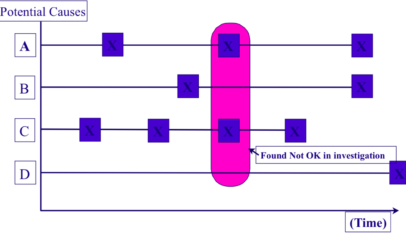
Many companies attempt to analyze failures but are unsuccessful because they do not thoroughly investigate the root causes. Some common problems are listed below:
- Not observing the phenomenon closely enough.
- Not sketching broken parts, relevant aspects of the surroundings, etc. in sufficient detail.
- Not collecting and dismantling broken parts.
- Fixing the symptoms rather than the causes (e.g. getting a machine going again by replacing a part, without trying hard enough to find out why the part broke in the first place).
- Not doing anything to prevent the same problem from recurring.
- Not analyzing failures on the spot, because no system exists for doing so.
- Problems like this occur for the following sorts of reasons:
- Inadequate understanding of equipment mechanisms, components, and their functions.
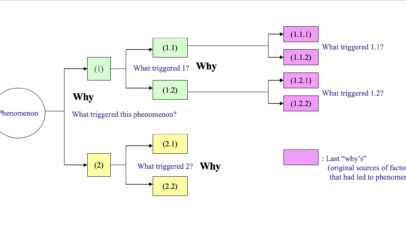
- Ignorance of commonly-used techniques for identifying root causes (e.g. Why- Why Analysis).
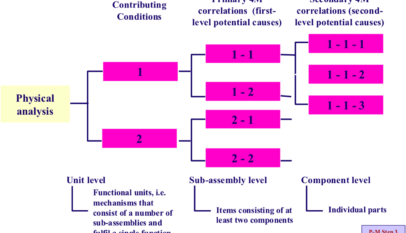
It is impossible to analyze failures effectively without a thorough knowledge of the equipment’s individual mechanisms, the internal structure of its parts, how those parts are assembled, and the workings of the system as a whole. These must all be carefully studied and understood at the outset of any failure analysis, not just by maintenance staff but by line teams as well. Failures can be prevented by analyzing them accurately, identifying their true causes, eliminating those causes, and making sure the causes stay eliminated by checking at appropriate intervals. Most companies need to work much harder in this area.
Each failure that has been analyzed and dealt with should be monitored to find out how successful the solution has been. If the failure recurs, it should be analyzed again to determine the true cause and take further corrective action. In short, all failures should be rigorously analyzed, their true causes identified, and appropriate action is taken to prevent them from recurring. Meanwhile, failure data should be collated to identify plant weaknesses and prioritize the maintenance effort.
(3) Unsatisfactory maintenance system
Maintenance systems can be categorized as time-based (TBM) or condition-based (CBM). Time-based maintenance is the foundation of condition-based maintenance, which can become effective only when the former is properly implemented.
The following systems, which serve as the basis for TBM, are generally not well enough established:
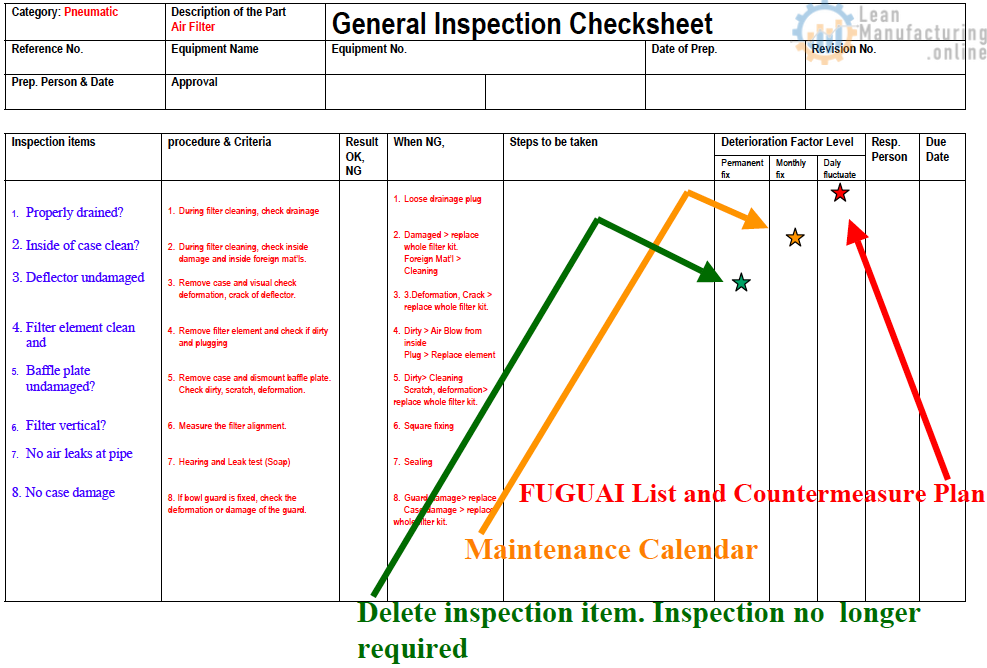
- Inspection standards (specifying intervals, locations, methods and criteria).
- A maintenance calendar clearly showing parts replacements and overhaul intervals, and lubrication top-up and replacement timings, together with a system for implementing it.
- A system for keeping historical records of failures.
Some factories possess documented inspection standards that include details of inspection points, intervals, methods and criteria but have not been revised for many years. Others have not clearly defined the mutual responsibilities of the operating and maintenance departments for checking and lubricating. This indicates a low level of plant management expertise. Written standards should be continually updated in line with technological progress.
In some cases, up-to-date written standards are provided, but either the inspections are not done properly or only some of them are done. This indicates a problem with the implementation of the standards. There may also be problems with the use of computers or the operation of systems for recording inspection and failure data.
When production volumes increase, scheduled parts replacements and local overhauls are sometimes postponed or abandoned, leading to breakdowns. If parts replacement or local overhaul intervals have been appropriately selected, they should be implemented as scheduled; otherwise, they should be re-examined to see if they can be extended.
Whatever the cause, factories need to review their systems to identify weaknesses, and then eliminate those weaknesses to get the systems operating reliably. Generally speaking, the maintenance budget is the first in the firing line when costs have to be cut because of a worsening business environment or declining profits. This is probably because maintenance’s importance is not understood or the existing maintenance system does not work well.
(4) Weak implementation of predictive maintenance (CBM)
Predictive maintenance is a method in which equipment or its components are monitored continuously or at regular intervals to track changes in certain parameters, and are judged to be in satisfactory condition or not based on any tendency for those parameters to change. Predictive maintenance diagnostic techniques can be classified as “simple” or “precise”. Simple techniques are used to decide whether or not something is wrong, while precise techniques indicate which component is going wrong and how long it is likely to last (this is possible in many cases, although not in all).
Generally speaking, however, most companies’ approach to predictive maintenance is woefully inadequate. A wide range of inexpensive, easy-to-use diagnostic equipment is now available, with better software than ever before, but hardly any companies make good use of it. For example, the following problems with the use of simple vibrometers are often seen:
- Measurements are unreliable because they vary so widely.
- This problem happens when measurements are taken at different points or under different loading conditions each time.
- The diagnostic techniques are not trusted because the measurements remain unchanged for a long time (i.e. no results are seen). If the measurements are accurate and there is nothing wrong with the equipment, a long time may pass before any changes occur. In such cases, the usual method of verifying the diagnostic technique is to take measurements on a model in the normal condition (e.g. just after repair or parts replacement) and in an abnormal condition (e.g. with a faulty bearing installed) in order to see the difference. Measurements are not taken regularly, and trends are not monitored.
- It is essential to take measurements at regular intervals and monitor the trends.
Simple condition monitoring is not difficult and yet is highly effective if the correct techniques are acquired. Team leaders and operators should learn to use it. Precision monitoring should only be introduced once simple monitoring has been mastered, which is why relatively few companies have adopted it so far. Implementing it requires a thorough understanding of vibration theory and vibration analysis techniques.
There is a general tendency to equate equipment diagnosis with vibration analysis, but monitoring such parameters as load currents, timings, run times, temperatures, and sound levels can also effectively assess equipment condition. It is important to conduct thorough investigations to determine whether any parameters exist that will allow a degradation in equipment or component performance to be detected, find out how the change in those parameters relates to the deterioration, and understand their cause-and-effect relationships with the phenomena.









4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


