2.8 Step 6: Standardisation
2.8.1 Aims
Up to this stage, the Autonomous Maintenance activities have focused on the
equipment, and in particular, the basic equipment conditions and the daily checks required
to maintain them. The aim of Step 6, in addition to consolidating what has been done so far,
is to expand the operator’s role to cover the equipment’s surroundings as well as the
equipment itself, continue to drive down the losses closer and closer to zero, and put the
finishing touches to the teams’ ability to manage their own work.
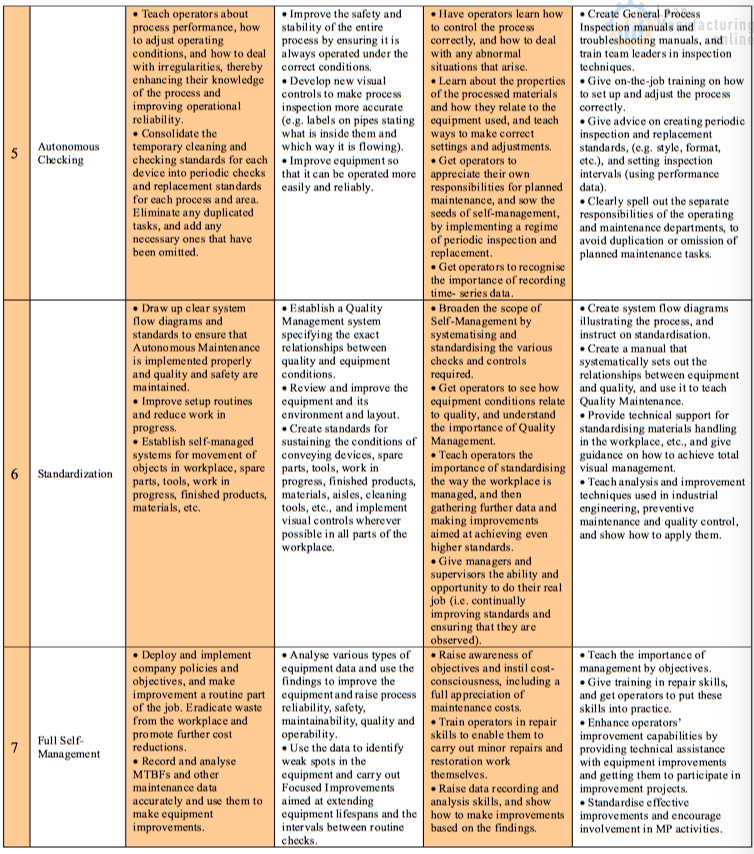
2.8.2 Implementation
In Step 6, while sustaining optimal conditions through Autonomous Checking, operators keep on making improvements and record any defects, equipment failures, or minor stops that occur. They rectify the problems that arise and lock improvements into place by upgrading the standards.
In Step 6, they also focus on their own movement and actions. By getting together and examining how they perform each task, the operators can figure out how to make their work easier and more pleasant to carry out, and then go about creating the appropriate conditions for this to happen. Figure 5.38 gives an overview of how these
activities are developed.

Looking at the development of Steps 1 to 6, it can be seen that the focus is initially directed at the equipment, then shifts to quality, and finally moves to the actions of the operators themselves. This focus on the human role and the search for ‘worker-friendly processes’ provides the vital finishing touches to self-management. We want our line teams to be fully competent to get on with the job by themselves, because only then can we think about allowing them to take total charge of their own workplaces. Step 6 addresses the issue of standardization from this standpoint.
2.8.3 What the standards should cover
• Standards for the movement of materials around the shop floor
• Standard operating procedures
• Basic work standards
• Standards for data recording, etc.
• Standards for managing molds, tools, jigs, and measuring equipment
• Standards for managing spare parts
• Standards for process quality assurance, etc.
2.8.4 Key points
(1) At Step 6, the role of the operator is broadened to cover the work done in and around the equipment. Operators must look at why they do each task, separating the routine work from the non-routine work, checking whether standards have been defined for each repetitive routine task, and establishing them if necessary. Non-routine
work, on the other hand, may give rise to quality defects, meaning that all products have to been screened or may result in over-production, with the upshot that the plant runs out of storage space and products or components have to be shifted around. Problems of this kind should be handled separately, and specific improvements made to rectify them.
(2) Some of the routine tasks will involve WUS (waste, unevenness, and strain) or other imperfections when viewed from the objective of maximizing the efficiency of the operators and the equipment. Suitable improvements must be made, and the revised tasks must then be standardized. This requires each operator to observe his or her own work closely, and then discuss with the rest of the team how to perform it in an ideal way.
(3) Combine small improvements to make big ones
Each small improvement focusing on an individual operator will produce a small labor
saving of, say, 0.5 or 0.3 person-hours. These savings must be combined and translated
into actual reductions in the number of people required to operate particular processes,
thus linking directly to the business goals.
(4) Promote ways of sustaining Autonomous Checking
To ensure that the regime of cleaning, checking, and lubricating is sustained, and optimal
conditions are always in place, it is essential to have a clear follow-up plan. One good
way of doing this is to have a system of ongoing factory reviews, based around the
Autonomous Maintenance standards. For example, after each factory review, a pass
certificate is issued and the date of the next review is decided. It is best not to leave too
large a gap between one review and the next – an interval of three months is about right.
2.9 Step 7: Full Self-Management
2.9.1 Aims
The aim of Step 7 is to consolidate all of the activities undertaken in Steps 1 through 6. By this stage, the operators should have gained real confidence about the changes they have made in the equipment and the workplace, and in their own self-development, and understand the positive results that these changes have produced. The aim of Step 7 is to keep on encouraging them to see improvement as an endless process in which they can and
must take the initiative. It should be used as an opportunity to reinforce the sense of participation and solidarity that their team activities will have developed, and allow them to go on exercising their creativity and ingenuity and build up even stronger emotional bonds with their colleagues and a solid sense of commitment to their workplace and the work they do there. They should no longer rely on external inputs but be totally autonomous and independent, drawing on their own resources to drive their actions, and fully capable of making the required contribution to the company’s policy and objectives on their own.
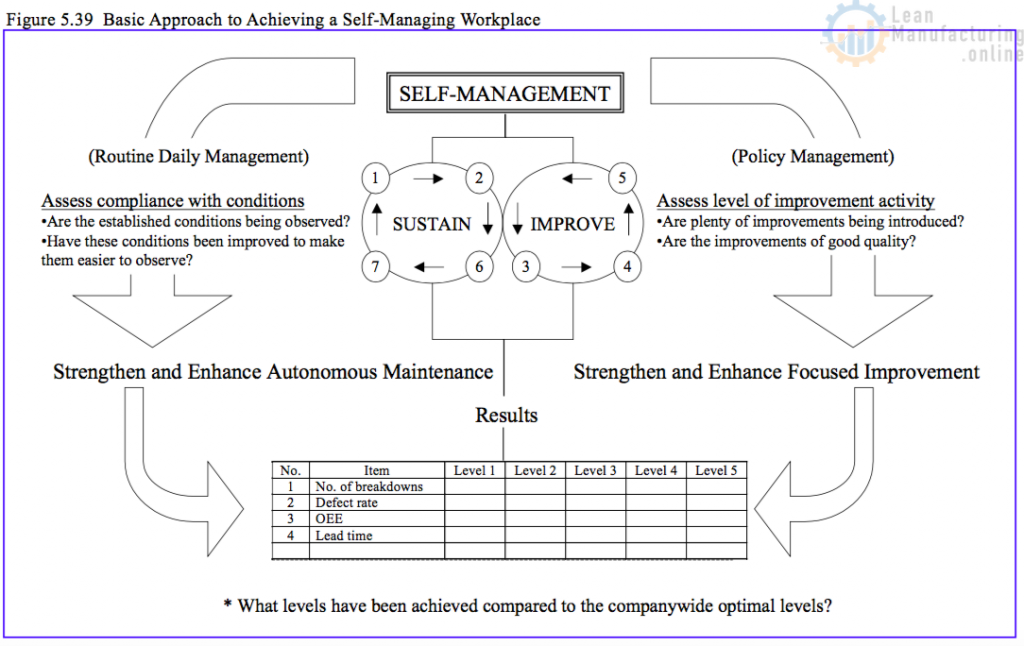
2.9.2 Basic approach
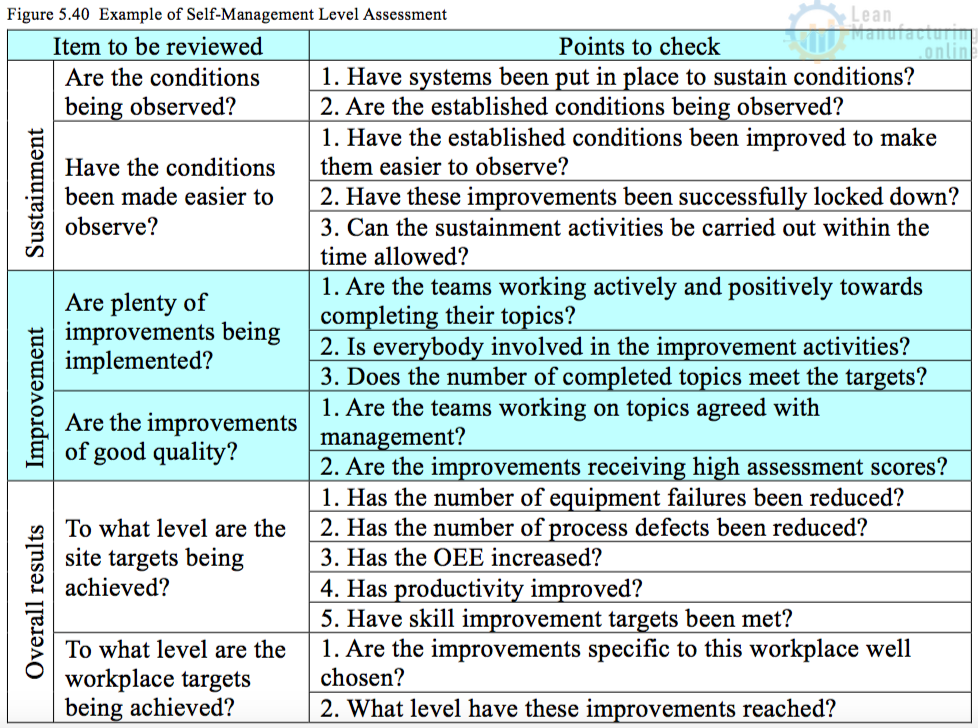
‘Self-management’ encompasses daily routine management and policy management; in other words, continuing to develop and expand the disciplines of Autonomous Maintenance and Focused Improvement. To do this, operators must evaluate their own work area against the optimal scenario set for each assessment item on a company-wide (or
site-wide) basis. They must gauge the level of sustainment, the level of improvement, and the level of results that have been achieved in their area, identify anything that is not good enough, and work on these by building them into an annual or termly improvement plan. They should continually repeat this process to keep on raising the standards (see Figures 5.39 and 5.40)
2.9.3 Implementation
Broadly speaking, Step 7 should be rolled out following the two basic approaches illustrated in Figure 5.38, namely:
- Establish a system of workplace management that will not break down
- Improve operators’ abilities to fulfill their production role
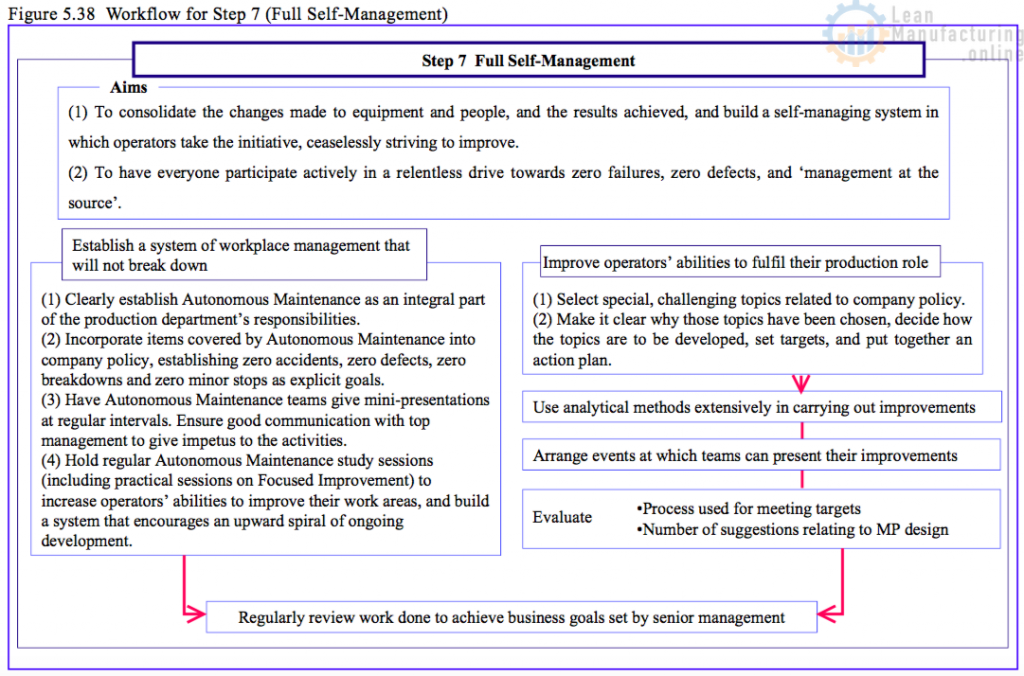
(1) Establish a system of workplace management that will not break down
Quite a few companies have won a TPM Excellence Award, but then, two or three years down the road, have allowed their Autonomous Maintenance program to collapse. Of course, in these cases, the responsibility really lies at the door of senior and middle management. Operators naturally tend to follow the lead set by those above them, so managers must demonstrate firm commitment and maintain a constant and active input if the system of workplace self-management developed through Autonomous Maintenance is to continue.
(2) Develop operators’ ability to act on their own initiative
This ability is learned through ongoing, practical teaching sessions, primarily in the form of on-the-job training by managers and supervisors. Managers can help operators build up their self-management capabilities by picking suitable topics from the policies set down by senior management and then supporting activities relating to those topics.
(3) Adopt the right approach to work
If full use is to be made of the available labor resources, it is essential to understand the following basic principles defining the right approach to work:
- Everyone must participate fully.
- They must know how their work is progressing and what results it is producing.
- They must be helped to feel a sense of achievement about what they have accomplished.
- They must be helped to develop into individuals worthy of recognition, and actually be given that recognition.
(4) Set challenging targets
To ensure that everyone keeps on striving for perfection and does not rest on their laurels, challenging targets should be set and continually revised in the light of what has been achieved so far. Targets should suit the position and responsibilities of the team that is supposed to achieve them, and be designed to contribute to the company’s business goals.
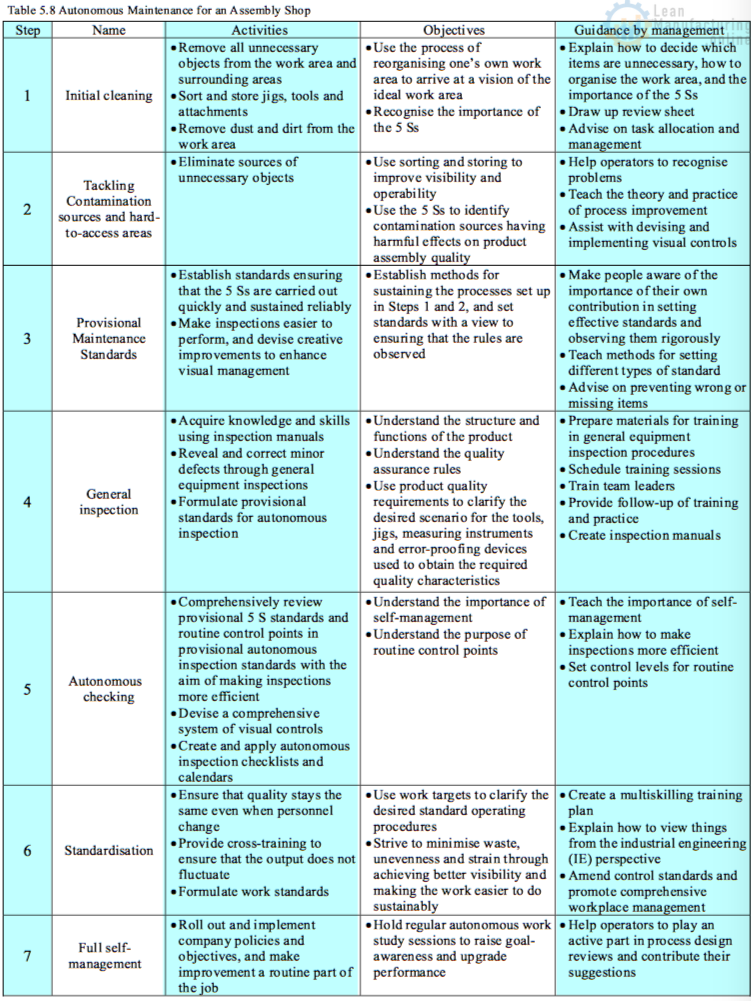
2.10 Specific schemes for developing Autonomous Maintenance
Tables 5.7 and 5.8 give details of two schemes for developing an Autonomous Maintenance program.

2.11 Different approaches for different equipment configurations
2.11.1 Setting up a step-by-step rollout pattern for each machine
A company will need to establish basic equipment conditions quickly and have its operators become competent in sustaining them as soon as possible. It will also need to do it economically, and allow its workforce to enjoy the satisfaction of Autonomous Maintenance sooner rather than later. The best way to do this is to implement Steps 1 to 3 on one machine, then the next, and so on for each equipment unit.
The advantages of this approach are that:
Problems discovered and solutions implemented while tackling the first machine or zone can be taken into account from the start when going through the same steps on other machines or zones;
Each time Steps 1 to 3 have been completed for a given unit or zone, a review meeting can be held, so that lessons learned can be put to good use on the next unit or zone.
2.11.2 Rollout by equipment type
Besides basic forming and machining equipment such as presses and cutters, factories usually operate many other types of equipment, including process-type equipment such as plating tanks and large-scale painting units, or equipment that requires working at heights. This makes it impossible to adopt a single Autonomous Maintenance rollout scheme for the whole plant, so a different approach is required for each category.
With large electroplating or electrodeposition installation, for example, an Autonomous Maintenance plan of the whole unit is drawn up, the different sections are numbered off, and the basic equipment conditions are established successively in the section- number order.
If working at a height is required, safety must be strictly observed. Such equipment can only be serviced by certified operators trained to work in these conditions, or by external specialists called in as needed. If contracting people in from the outside, the company must drive home the message that ‘Cleaning is Inspection’, so that they adopt the right attitude to inspecting, cleaning, and servicing the equipment.
3. Rollout Plans
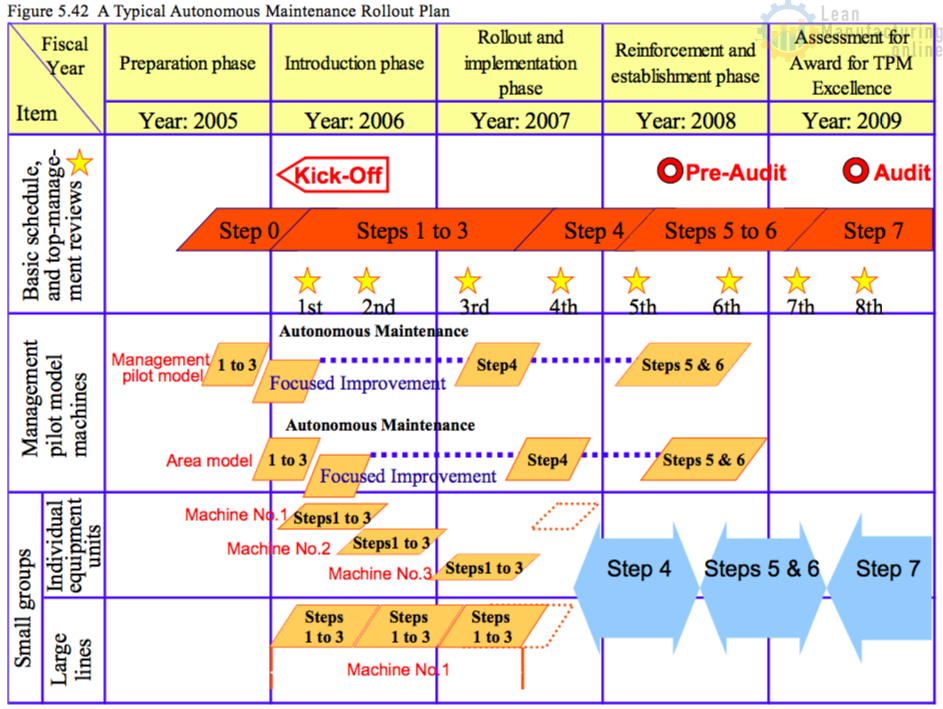
3.1 Autonomous Maintenance rollout plans
If the Autonomous Maintenance program is to be developed in a planned and structured way, then suitable approaches tailored to each equipment unit and line setup must be devised when designing the overall plan, and these individual plans must then be put into action. Figure 5.42 shows a typical Autonomous Maintenance Rollout Plan.
3.1.1 Basic schedule
Although the planning horizon for the basic schedule depends on the nature of the operation, about 3 years from kick-off is a good rule of thumb. Some firms look to shorten the timeframe to 2 – 2.5 years, but if the activities are rushed, they are unlikely to become properly embedded. On the other hand, if the schedule is too long (say 5 – 6 years), this can prevent the company from achieving real improvements in its organization and culture. A period of 3 – 4 years should be taken as the standard timeframe for the overall plan, including the preparatory phase (preliminary training).
3.1.2 Selecting a management pilot model machine
The emphasis should be on hands-on practice rather than on form or theory, and everyone should focus on practical learning. Running a management pilot model ensures that managers learn what is involved by actually experiencing it. They themselves must lead the Autonomous Maintenance program, by doing it themselves on a pilot machine and creating manuals based on what they have learned to make them better able to lead the Autonomous Maintenance program and pass their skills and knowledge on to the operators through relay teaching. A team of department and area managers should start work on one pilot model machine, and teams of area managers and shop-floor supervisors should then work on others.
While working on the pilot machines, the managers will find that some tasks need to be done every day just to keep everything clean, and they will have to ask the operators to do this for them. One or more of the operators responsible for that piece of equipment should therefore be included in the team and asked to make sure the work done is sustained in the intervals between sessions.
Once the area managers have learned the basic routines required on the management pilot machine, they must then lead the way, coaching the supervisors in their area thoroughly on the pilot machine for that area. This should be seen as the key to rolling out the Autonomous Maintenance program successfully. While this is happening, the management team should implement Focused Improvements on their pilot model, to demonstrate what results they can produce. When doing this, is it important to pick out particularly notable systemic losses or individual losses due to minor stops, quality defects, equipment failures, inefficient work behaviors, and so on, and complete the improvements within a period of about three months.
3.2 Setting targets
The targets to be set will, naturally, depend on the expected output (i.e., what it is hoped to achieve, and to what degree). The approach used in implementing Autonomous Maintenance is to set two classes of targets. The first consists of progress targets, specifying how many steps are to be carried out, on how many machines, to what standard, by when. The second consists of output targets expressed in terms of increasing the effectiveness of each item of equipment and the system as a whole.
3.2.1 Typical parameters for progress targets
- Deadlines for implementing specific steps
- Number of machines on which steps are to be completed
3.2.2 Typical parameters for output targets
- Number of breakdowns
- Number of minor stops
- Overall Equipment Effectiveness (OEE)
- Number of quality defects
4. The Keys to a Successful Rollout
When implementing a 7-Step Autonomous Maintenance program, success depends on observing certain key points. These are described briefly below.
4.1 Ensure that everyone is fully trained in TPM implementation and that the different departments are pulling together
Before embarking on the 7 Steps, everyone at every level, including managers from the top echelon right down to front-line supervisors, in all departments concerned, should be given comprehensive training in how the TPM program will be rolled out, and the activities involved. Departmental and area managers from the production department and all other departments concerned (Maintenance, Design, Production Engineering, Personnel, General Affairs, Finance, etc.) should hold a series of meetings and arrive at a full consensus about the help and cooperation the production department needs from the other departments.
4.2 Organise teams at every level
It is also crucial to managing the Autonomous Maintenance program utilizing what in TPM is called an ‘overlapping small-group organization’, in which everyone belongs to a team, and each team leader is, in turn, a member of a team or committee at the next higher organizational level. It is important to ensure that team leaders are people who are also in leadership positions in the company’s regular organizational structure. The overlapping small-group organization supplements the line-based organization. Besides allowing the people on the lines to exercise their initiative, it also ensures that the Autonomous Maintenance activities are carried out and managed in an unconstrained, open-minded atmosphere, with teams playing appropriate roles at each hierarchical level.
Line TPM teams should be led by line team leaders. If a team feels unmanageably large, it should be split into sub-teams or mini-teams, each with about half-a-dozen members. The team leaders at each level form a crucial link to the groups above and below them. The whole system is interconnected and includes everyone in the organization. To make it run properly, a special TPM Office attached to the organization’s TPM Promotion Committee is established, specialist sub-committees are set up as necessary, and TPM champions may be assigned to teams at each level of the organization, to help lead the program effectively.
4.3 Autonomous Maintenance needs hands-on management
It is essential to make everyone aware that all Autonomous Maintenance activities are ‘real work’, part of the job itself, and not some extra imposition. Managers are sometimes reluctant to intervene in team activities, reasoning that because Autonomous Maintenance is supposed to be self-managed, it is not part of the job proper, and should be left to the discretion of the operators. This is not the case.
Autonomous Maintenance is an integral part of the work performed within the existing management structure, and its control should not be handed over to the teams in the name of autonomy. It is the managers’ responsibility to roll up their sleeves and show everyone what can be done. They need to get their hands dirty and lead the way since this will encourage everyone else to get fully involved in carrying out all the daily maintenance tasks needed to keep the equipment in good order. They must also lead from the front by actively promoting improvement activities based on the established maintenance routines. Managers should understand that in carrying out these activities, they are fulfilling their work responsibilities.
This requires an organizational structure that allows bottom-up as well as top-down communication and keeps the focus on practical activity, rather than theory or methodology. The approach must always be for managers to find out for themselves, through hands-on experience, what each step is about, provide the right environment for the program to flourish, and set an example for others to follow. Only by doing this will they be able to progress the Autonomous Maintenance program according to plan.
4.4 Demonstrate everything on a pilot machine first
In any company, nothing will happen unless its departmental and area managers make it happen, and the Autonomous Maintenance program must likewise be led from the front. In fact, the success or failure of the program depends entirely on the leadership shown by managers. The rollout should start with a pilot machine on which managers learn the essentials of each step by carrying it out themselves. A successful rollout requires managers who clearly understand what Autonomous Maintenance is about, and can provide effective guidance and training to everyone working under them. As mentioned before, when it is the turn of the line teams to start doing Autonomous Maintenance, it helps to use a ‘horizontal rollout’ strategy, completing an activity on one machine before progressing to the others, rather than starting on all machines at once.
4.5 Take it one step at a time
Trying to do too many things at once is a recipe for failure – something that will be all too familiar to many managers. Therefore, it makes sense to prioritize the tasks and focus on a few things at a time, and Autonomous Maintenance is no exception to this rule. For a successful rollout, set attainable targets, and don’t try to run before you can walk. The Autonomous Maintenance program is divided up into a preparation phase and seven distinct steps for good reason. Make sure each step is thoroughly mastered, and the required level really has been reached, before the next step is embarked on. Each step then becomes a milestone that people can aim for. They feel a sense of achievement when they pass, building their confidence, and giving them the energy and enthusiasm required for taking the next step.
4.6 Review every step
Each time a step is completed, management and staff should carry out a lineside review to judge whether the team has attained a satisfactory level. They should use the review process as an opportunity for team coaching. At each step in the program, it is essential to remind everyone of their objectives and give them additional guidance to upgrade their workplace management skills. Managers have to do far more than just pointing out the problems and leaving the rest up to the teams.
4.7 Use relay teaching
Autonomous Maintenance requires everyone to master new knowledge and skills, so training is a crucial part of the process. Training has to be handled in a flexible, creative way because different levels of knowledge and skill are expected of people at different levels, and the relay teaching system (where training is cascaded down by having team leaders and members teach their colleagues) was devised to meet this need.
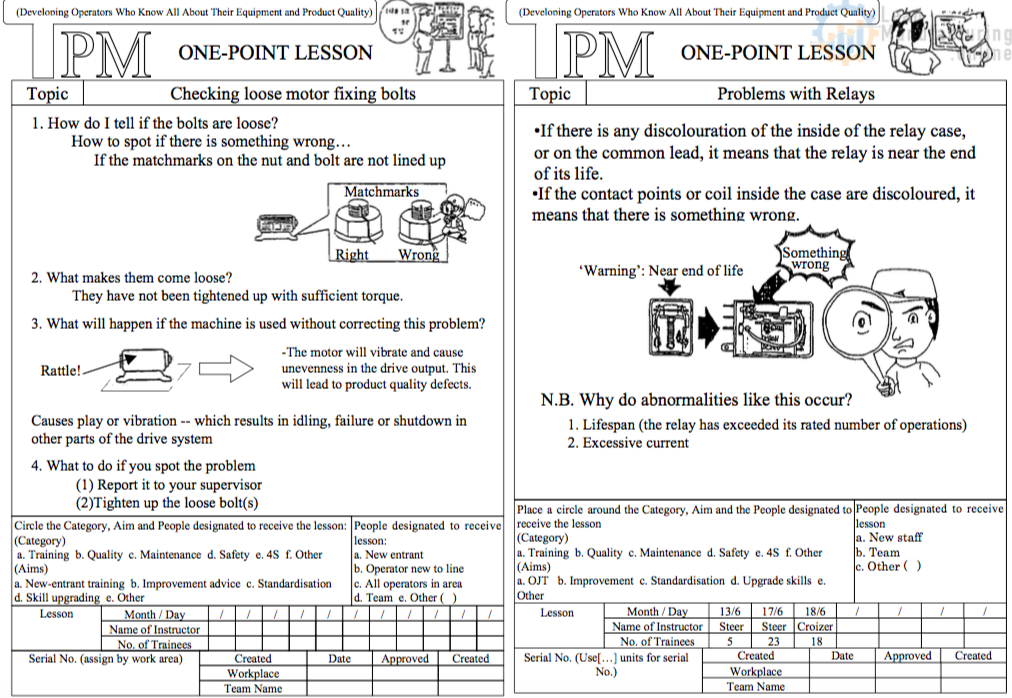
Relay teaching is based on the philosophy of ‘learning through teaching’, and is suitable for various training scenarios, not only those relating to Autonomous Maintenance. Team leaders receive basic instruction, and then prepare one-point lessons (see Figure 5.44) and other training aids to help them pass on what they have learned to the operators in their teams. The beauty of this system is that to explain it to their teams, the team leaders have to understand the subject matter fully themselves.
One-point lessons must be easy to understand, and designed to fulfill a particular objective. They can generally be divided into the following three categories:
(1) Basic knowledge
This type of lesson is used to fill in gaps in the operators’ knowledge, by checking that they really know what they need to know.
(2) Troubleshooting
This type of lesson is designed to prevent problems from occurring twice, by identifying the shortcomings in knowledge and skills that have allowed a problem to arise.
(3) Improvement
This type of lesson is used for the horizontal rollout of successful improvements, looking at the approach and practical methods used, and the benefits obtained. The focus is on tackling the root causes of problems.
Figure 5.44 Typical One-Point Lessons
4.8 Let people experience success
To understand the satisfaction that Autonomous Maintenance brings, people need to experience plenty of success. This can be arranged by giving the operators every possible opportunity to get their hands dirty, find lots of equipment defects, and fix them by themselves. By correcting problems and making improvements, operators will be able to see the positive results that this brings, and gain a real sense of achievement.
Taking on something you have never done before can be tough, but it obliges you to develop your knowledge and creativity to meet the challenge. This is a crucial process. As the proverb says, ‘Two heads are better than one,’ and this certainly applies to team activities, which enable the operators to pool their thoughts and ideas. In science, original ideas come from a questioning attitude. Likewise, on the shop floor, the action of overcoming difficulties can trigger the development of creative and original teamwork.
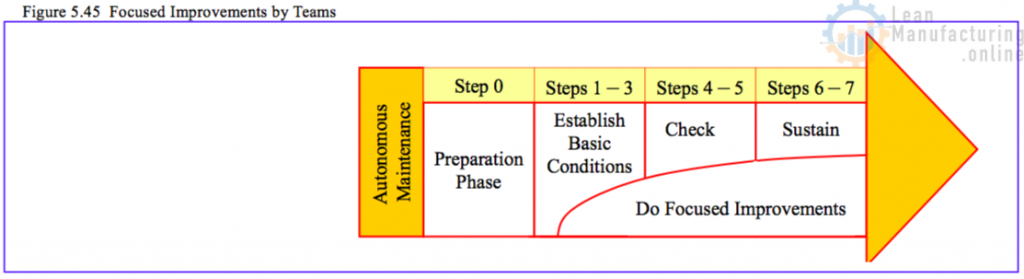
Operators also need to be given improvement projects to work on to maintain a high level of team activity and raise individuals’ improvement skills to bring substantial benefits to the business. This can be done by allocating selected Focused Improvement topics that allow them to rise to the challenge, exercise their creativity, and realize more and more of their potential. Since Focused Improvement activities increase individual operators’ enthusiasm for improvement and generate tangible benefits in terms of reducing losses, they should be introduced from Step 2 onwards, as shown in Figure 5.45. The topics to be addressed should be determined in the preparation phase; the existing situation is then examined carefully during Step 1 to highlight any problems, and improvements are made in Step 2 to rectify these. The team then continues to make improvements throughout the remaining steps.
4.9 Include Focused Improvements in team activities
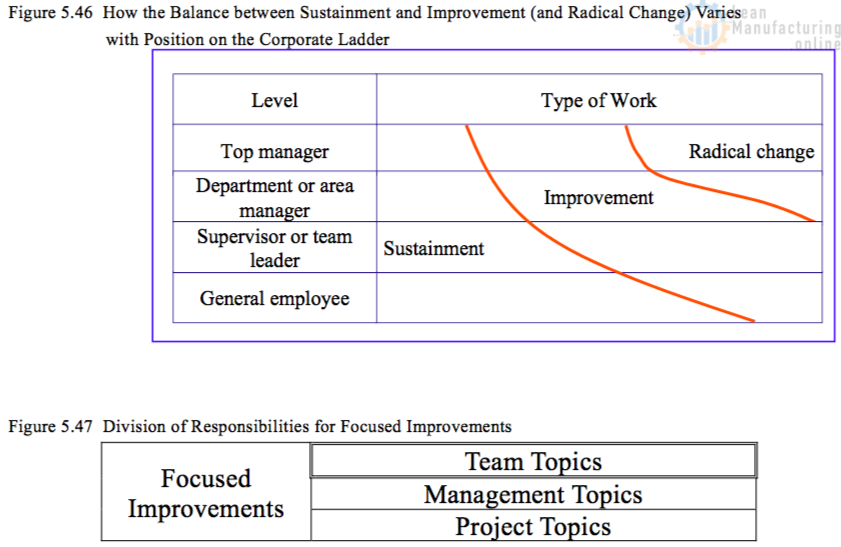
Each team needs to spend a certain proportion of its time sustaining the quality of the work it is responsible for at its particular level in the organizational hierarchy, and a certain proportion of its time improving that work (Figure 5.46 shows how the teams’ time might be divided up). This of course means that the scope each team has for becoming involved in Focused Improvement is necessarily limited. Focused Improvement topics to be addressed by front-line TPM teams should, therefore, be selected carefully, bearing in mind the improvement requirement and the team’s level of energy and enthusiasm. The situation must not be allowed to develop where teams are left to tackle large-scale projects that ought to be done by managers, while the managers sit back and do nothing, claiming that they are doing their job by delegating. On the contrary, in dividing the responsibility for Focused Improvement activities, it is essential that topics suited to management are assigned to them, whilst topics appropriate to teamwork are assigned to the teams (see Figure 5.47).
4.10 Let people make their own rules
In TPM team activities, operators should be allowed to set their own criteria and standards for cleaning, lubricating, inspecting, setting up, operating, sorting, storing, and so forth, to foster their capacity for self-management.
4.11 Handle requests for maintenance work promptly
Promptness is important when correcting irregularities exposed by Autonomous Maintenance activities, and implementing improvements. A large part of this work will need to be done by the maintenance department. Inevitably, Autonomous Maintenance will generate a good deal of extra work, over and above what the department itself had planned to do, and this will become a considerable burden. Nevertheless, this extra work cannot be allowed to pile up. Unless the maintenance department deals promptly with all the extra requests, no progress will be made. The Autonomous Maintenance rollout will not get anywhere, and the teams will lose heart.
The maintenance department will just have to find ways to keep up with the extra demand. This could be done by developing more efficient ways of working, reviewing staff deployment and shift patterns, doing overtime after hours or at weekends, or resorting to subcontracting.
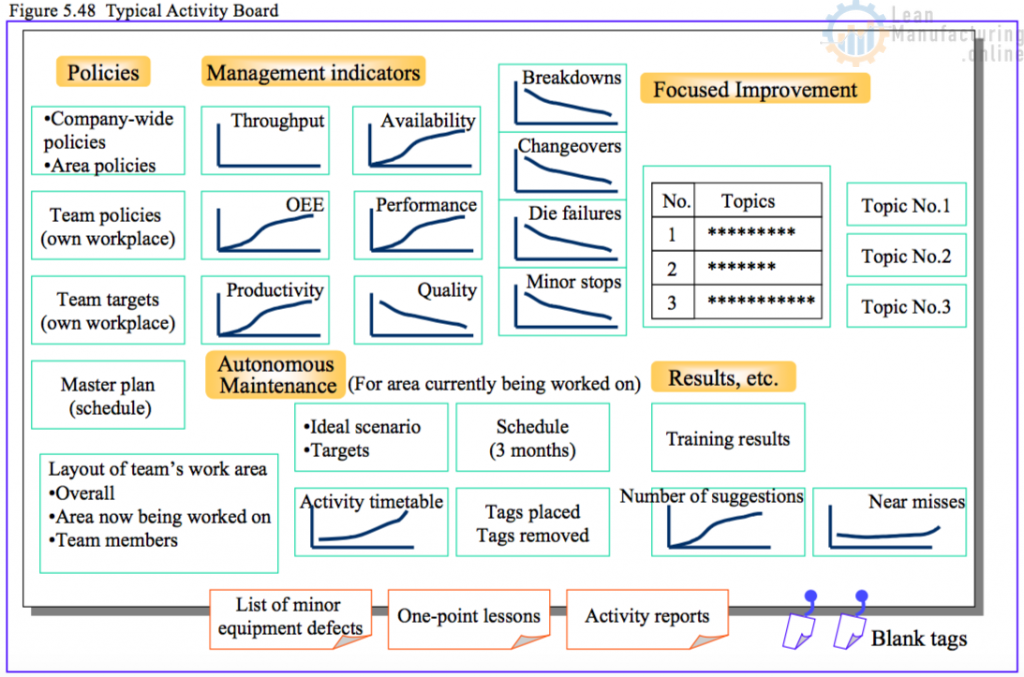
4.12 Use activity boards effectively
Needless to say, work is progressed by setting up a plan and then following it through; but, in doing this, it is essential that the team can visualize the plan at a glance, and clearly identify the actions agreed and the progress that has been made on them, as well as any problems that have arisen, the steps are taken to correct those problems, and the results obtained. An activity board is an excellent way to present all this information in a clear and precise manner that everyone can easily understand.
The key point about activity boards is to use them as a communication tool. For instance, meetings are held regularly to give vital impetus to team activities, and the team should be obliged to post a report of each meeting on the activity board. Comments from senior management can also be displayed on the board. In this way, the team members can see clearly what everyone is doing, which helps to upgrade their skill levels, as well as fostering a sense of achievement. Figure 5.48 shows a typical activity board layout.
4.13 Hold regular meetings
Of all the various group activities, meetings provide the best opportunity for team leaders to display their leadership, and for members really to play their part in the team. Meeting in front of the activity board allows the team to work out what they need to do next and offers an opportunity for review and study.
All of the team members must participate fully in the meetings and express their opinions. Techniques such as bouncing questions back to the questioners should be used to get everyone to say what they think.
4.14 Be thorough
Thoroughness is vital at every stage. If a step is rushed, and corners are cut, people will end up just going through the motions, and will not really master any new capabilities. If this happens, none of the changes will stick.







4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


