5.3 Horizontal Replication of Equipment Management and Quality Management to Other Lines
6 Activities within Effective Maintenance
6.1 Examples of Activities within Effective Maintenance
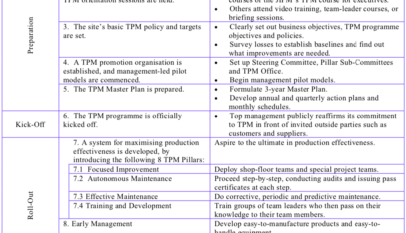
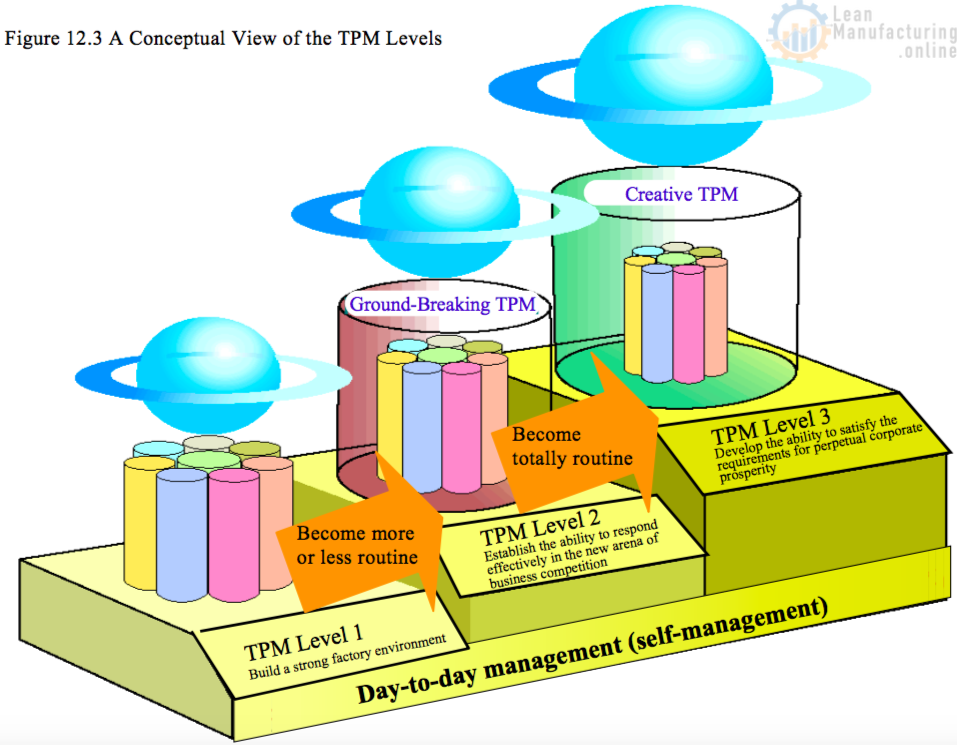
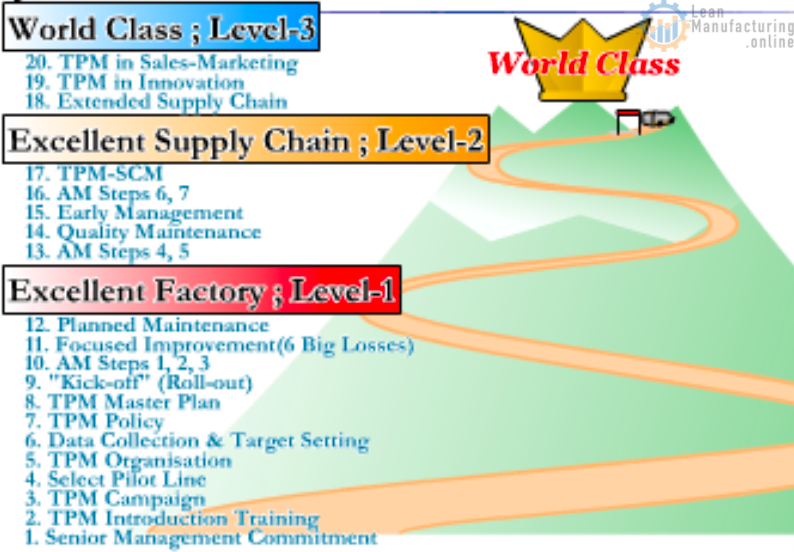
6.2 A System for Maximising Production Effectiveness








4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


