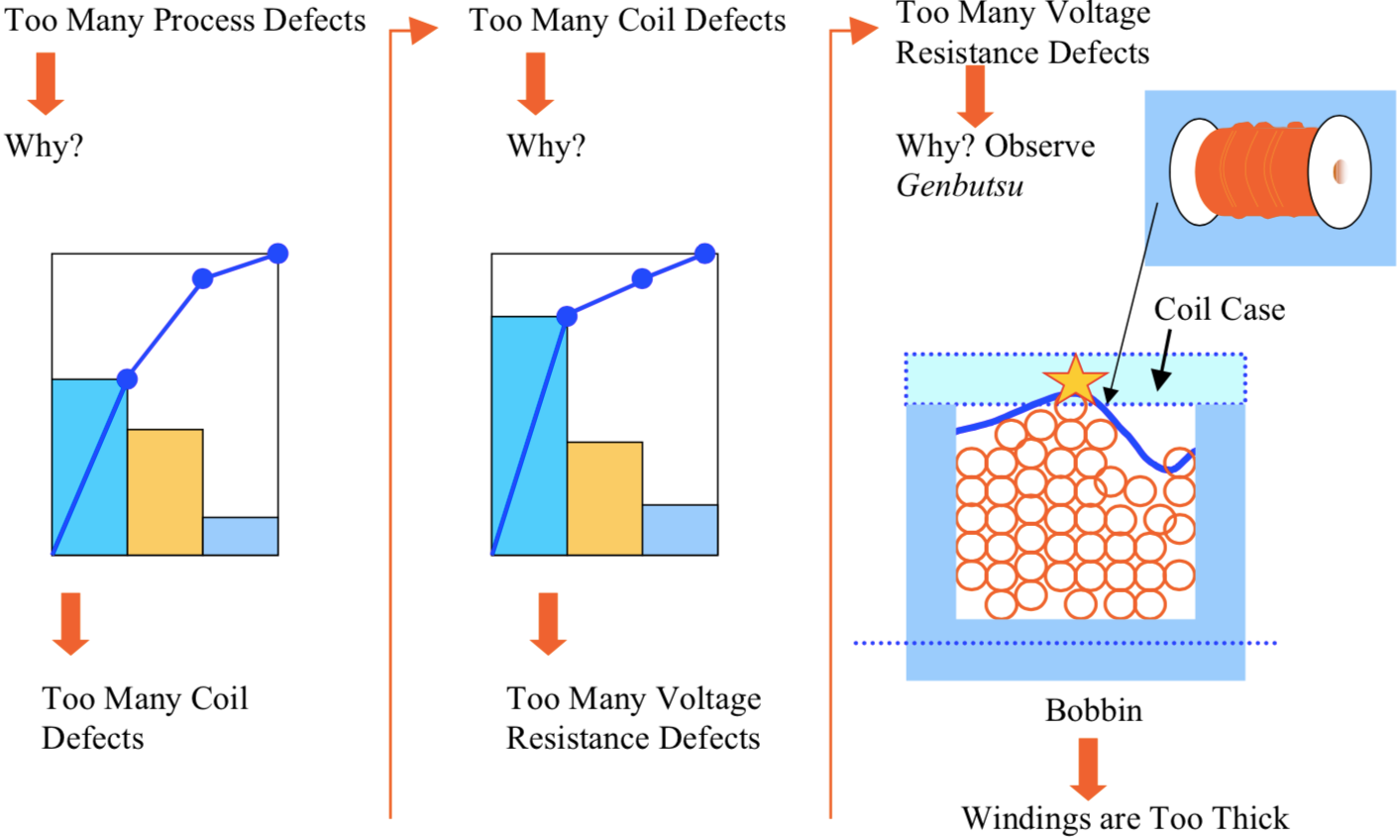
Step 1 Clarify Phenomenon
To identify what a phenomenon consists of, we cannot rely on simply stratifying the data in a Pareto chart. We also need to carefully study the genbutsu (the actual objects and materials) that we have homed in on. In the example in Figure “Using Pareto-diagram Stratification to Observe the Genbutsu,” we should observe, for instance, that there are too many process defects, that most of these are coil defects, and that voltage resistance defects are the principal cause of these coil defects. Ultimately, our close study of the genbutsu relating to the defect shows us that the windings are too thick and touch the outer case, causing the voltage resistance to fall. This is the only way we can pinpoint the problem to be solved.
Step 2 Do Physical Analysis of Phenomenon
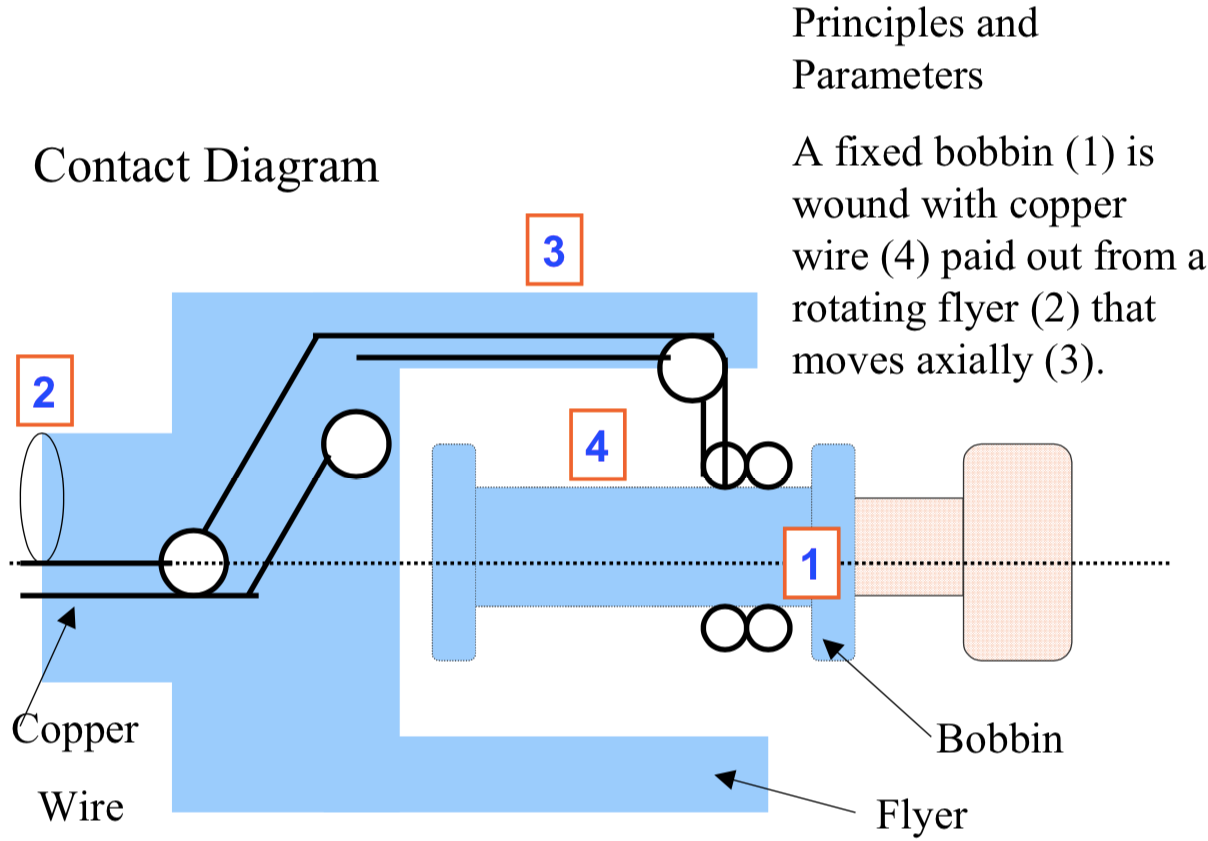
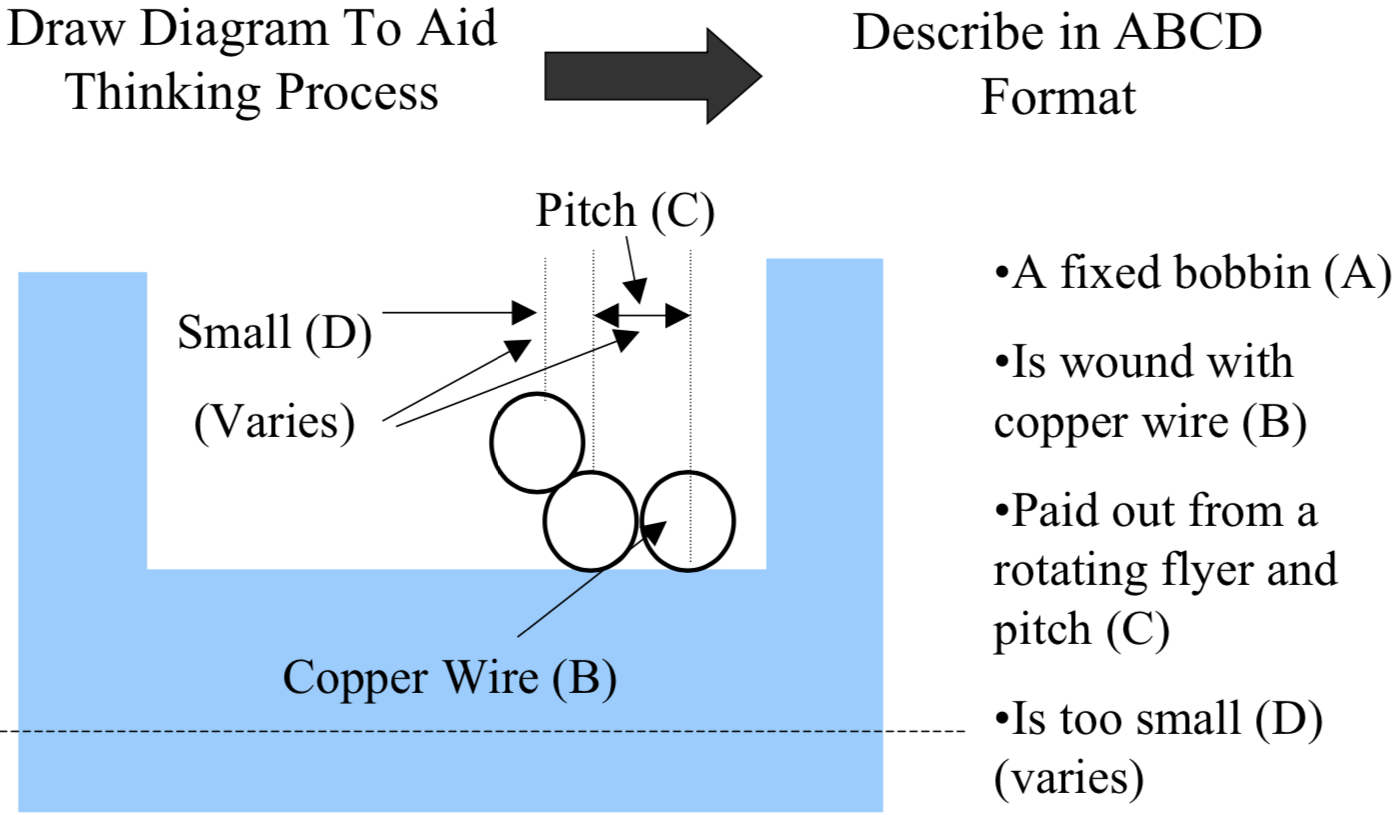
Our physical analysis concentrates on the points of interaction between the product and the process, and it requires a full understanding of the principles and parameters involved (see Figure “Understanding the Contact point and the Principles of Processing”). We express our results in the ‘ABCD’ format, where A stands for the equipment, B stands for the product, C stands for the physical quantity involved, and D stands for the deviation in this physical quantity that brings about the phenomenon. In other words, we try to answer the question, ‘What physical quantity (C) connecting the equipment (A) and the product (B) deviates in what way (D) in order to produce the phenomenon?’
Figure “Physical Analysis Using ABCD” shows a physical analysis of the thick windings phenomenon.
Step 3 Identify Contributing Conditions
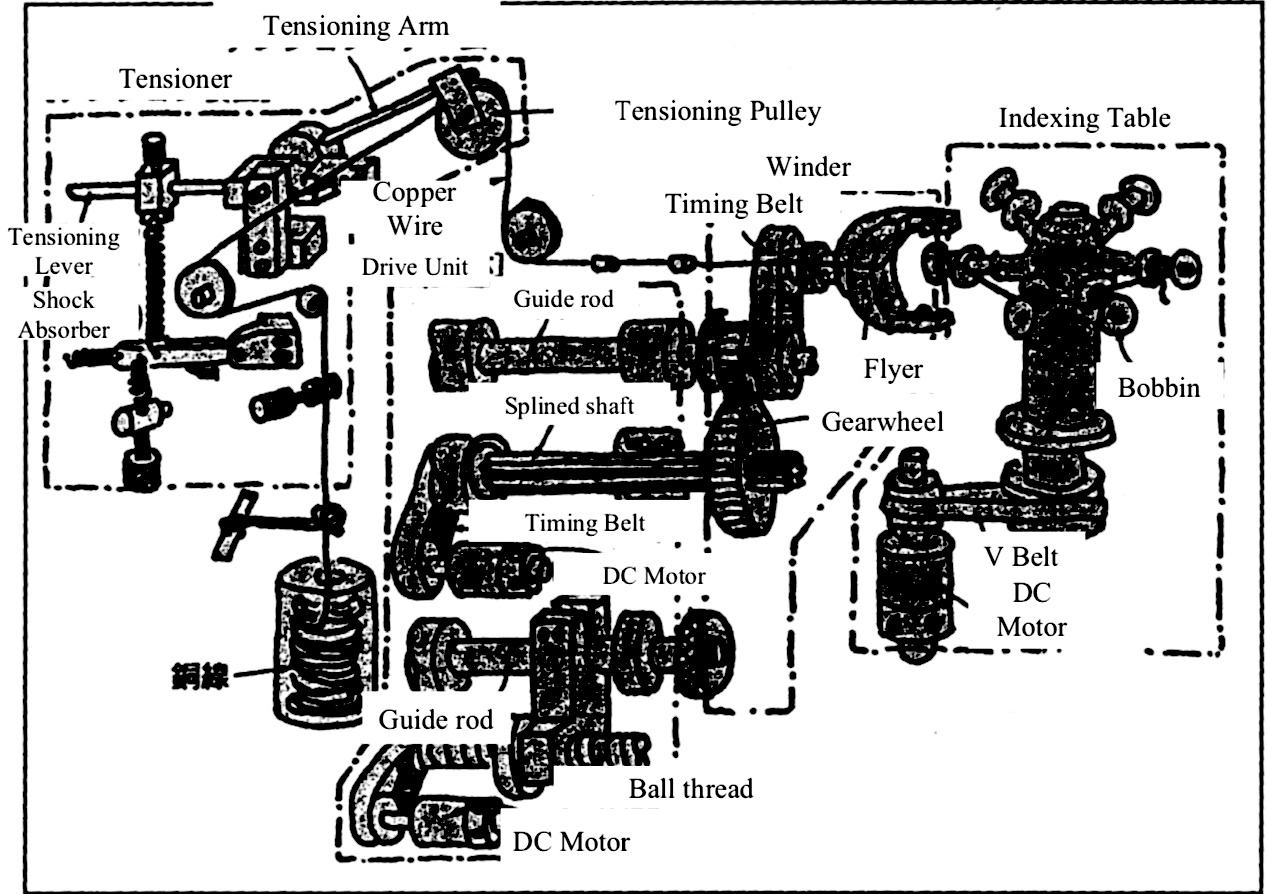
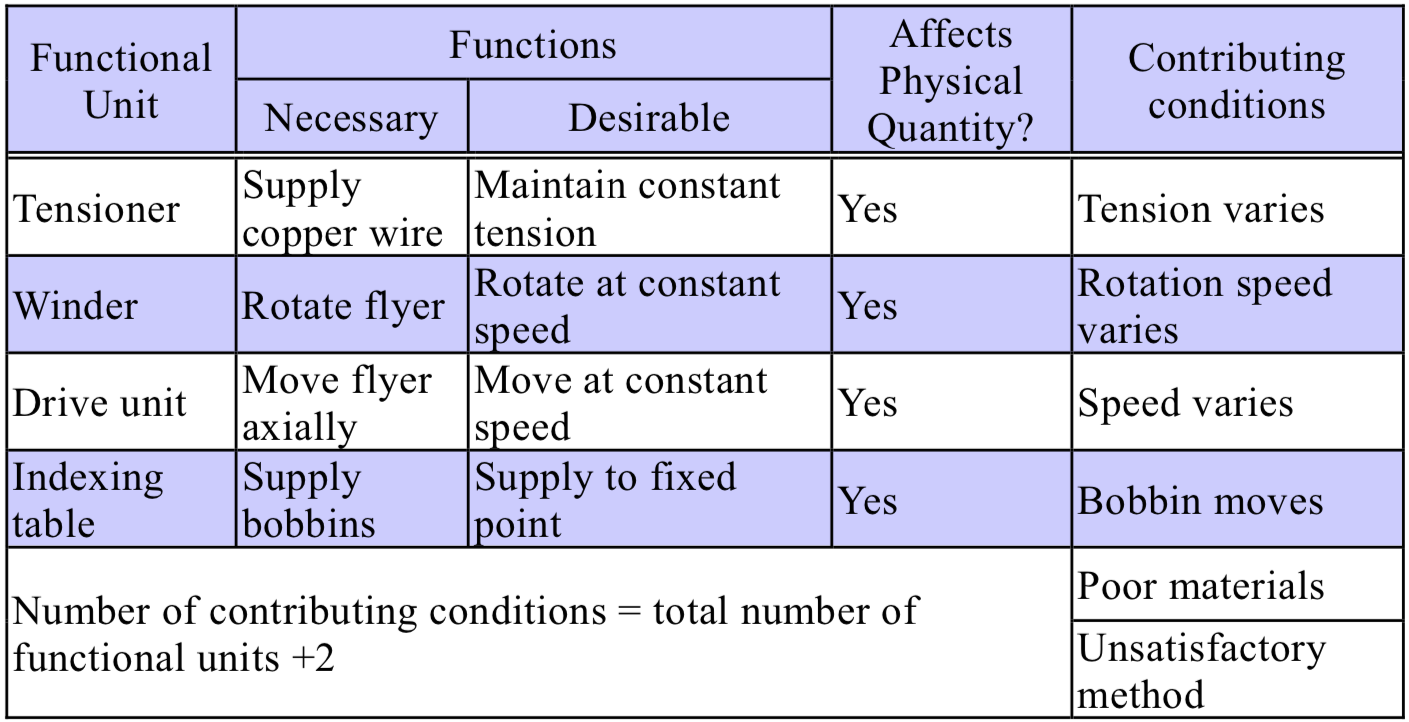
We must identify the conditions in each functional part (unit) of the machinery that brings about the phenomenon. This requires us to draw a simple sketch of the equipment mechanisms, like that in Figure “Simple Mechanism Diagram (Compact Turntable Winder),” from which we can work out the function of each unit. Any function that affects the physical quantity (C) is a contributing condition (see Table “Unit Function Investigation Table”).
Step 4 Study 4-M Correlations
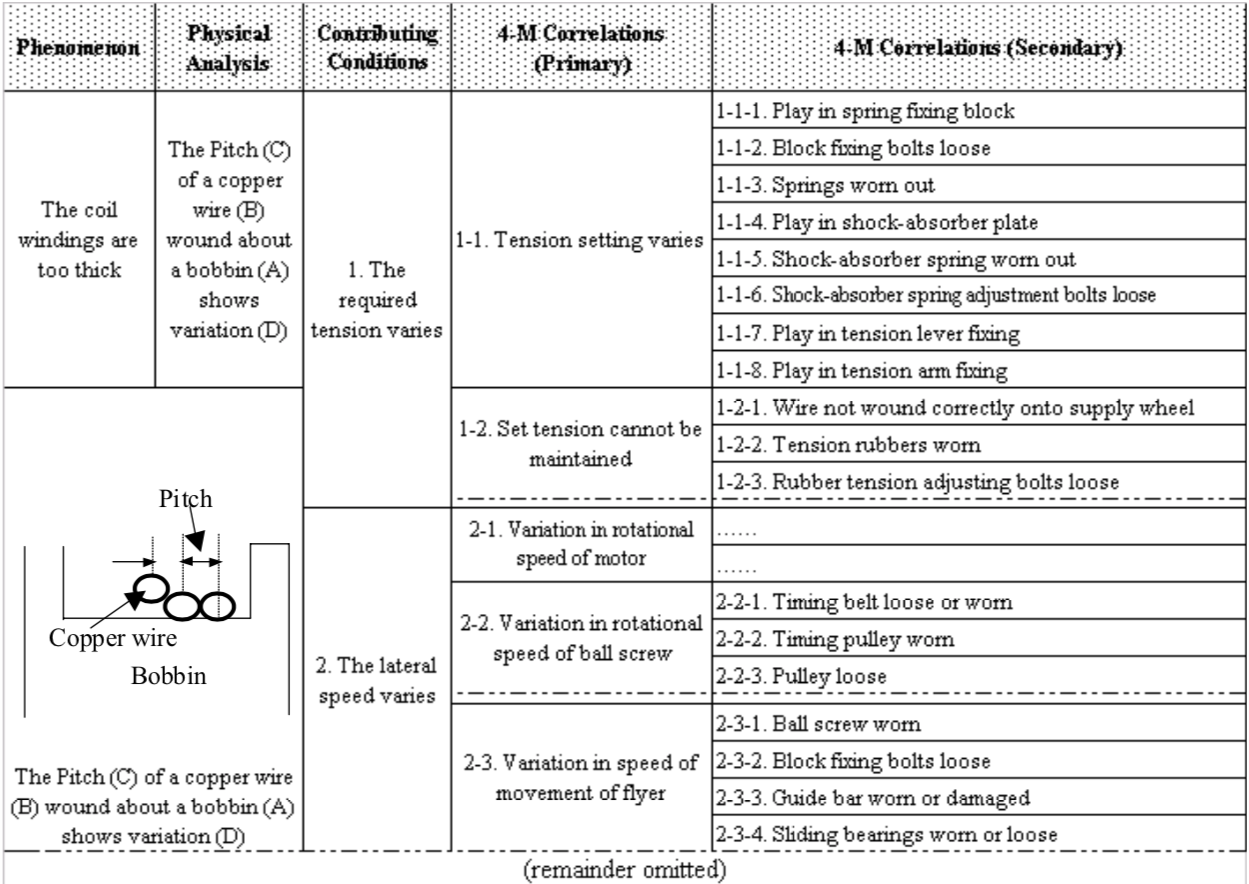
In Step 3, we identified the contributing conditions at the unit level. Here, we look for a correlation between these conditions and the 4-Ms, by picking out every conceivable cause at the sub-assembly (primary) level and component (secondary) level (see Table “P-M Analysis Table”).
Step 5 Revise Optimal Conditions (Standards)
Determining the optimal conditions means setting standard values we can use to judge whether a state is normal or abnormal. Chronic problems often arise at the border between the normal and abnormal zones, so we must pay particular attention to this “grey area”.
Step 6 Investigate Measurement Methods
When considering measurement methods, it is important to start from the standards set at the unit level. We should choose methods that will help us to consolidate the checks required to sustain the improvements.
Step 7 Identify Deficiencies
Here, we must highlight all deficiencies, regardless of how important they may be in causing the phenomenon.
Step 8 Restore, Improve and Sustain
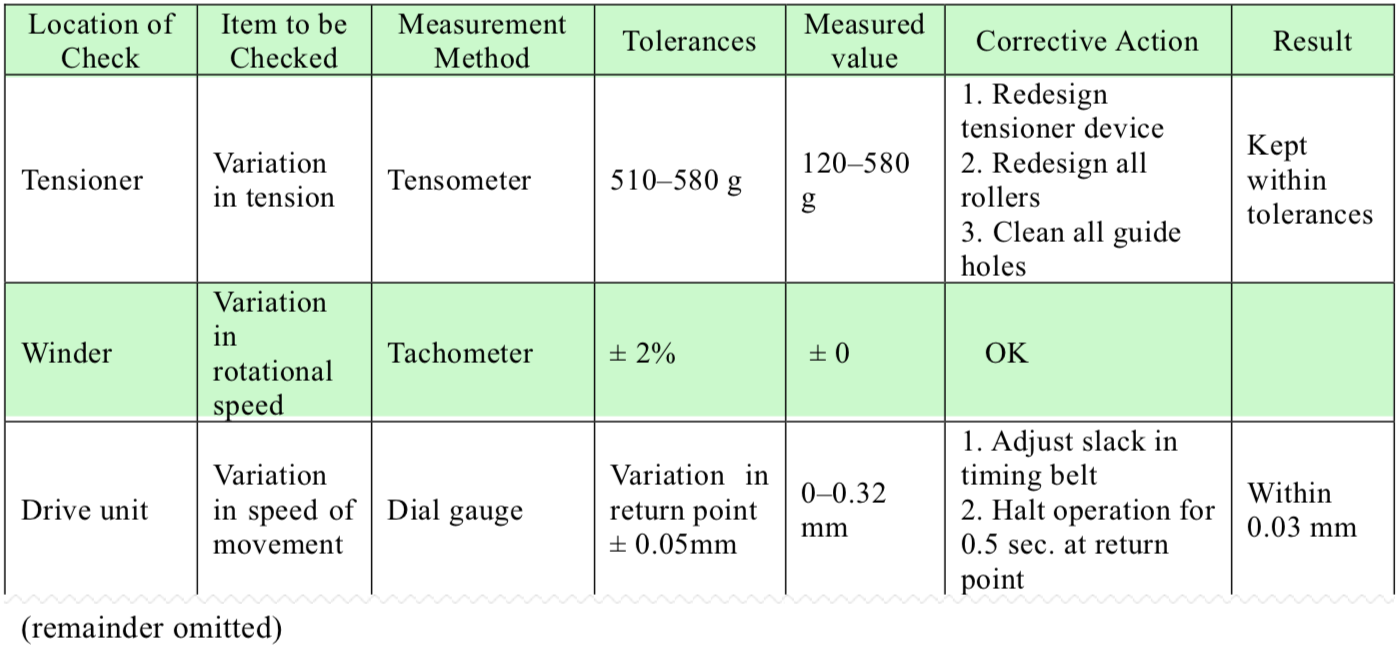
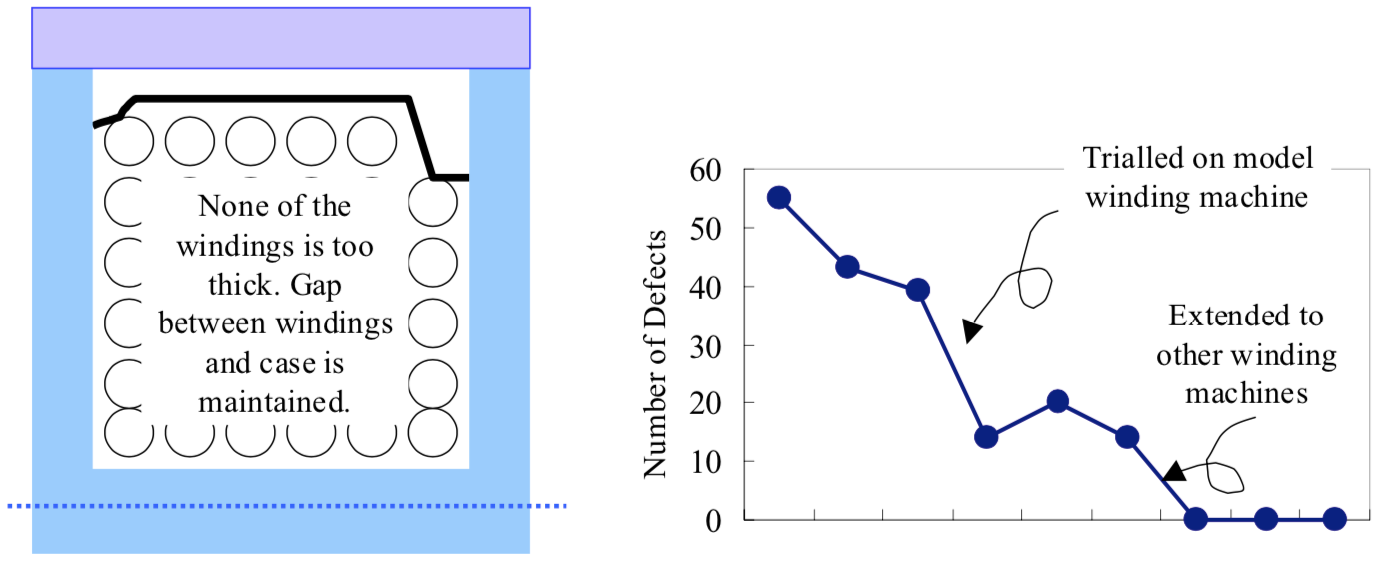
Table “Investigation Results and Deficiencies Identified” shows the details of our P-M Analysis up to this point, and Figure “Condition of Windings and Trend in Voltage Resistance Defects After Improvement” shows the results achieved.











4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


