6. Implementing Early Equipment Management Step by Step
6.1 The 7 steps for rolling out an Early Equipment Management system
6.2 A typical action planning stage of Early Equipment Management
6.3 What happens at the design stage
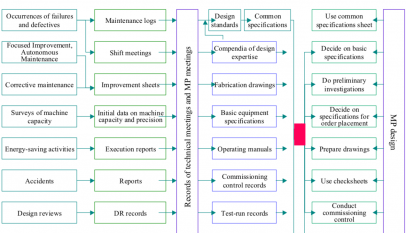
6.3 An overview of MP design at Steps 2 and 3
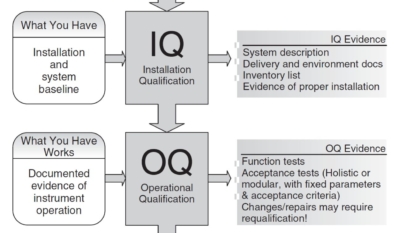
6.4 Steps 4 to 7: fabrication, manufacturer’s test-run, installation, and commissioning











4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


