9. Improving Changeover
9.1 Some Common Issues Associated with Changeover
10 Reducing Startup Losses
10.1 Some Common Issues Associated with Startup Losses
(1) Weak theoretical approach
The problems that happen at startup – frequent adjustments necessitated by
variability in dimensions, long cycle times on grinders with positioning devices installed, tool breakage because of abnormal machine movements and so on – are usually obvious, but the causes of these problems and the mechanisms by which they occur, the associated thermal displacement curves, and the times required for the operation to stabilise are often not considered. They tend to be ascribed simply to changes in the temperature of hydraulic fluid, lubricant or coolant, but they ought to be investigated much more thoroughly, by seeking answers to the following questions:
- What is the significance of the thermal displacements?
- Where do they occur, which direction do they act in, and how can they be measured?
- How many workpieces have to be produced before the dimensions stabilise, if no adjustments are made?
- What is the minimum idling time required?
- How does the thermal displacement of each section of the machine change over time (what do the thermal displacement curves look like)?
- What are the machine tool manufacturer’s views on the thermal displacement, and to what extent has it been suppressed?
- What actions have the operating teams taken to deal with it, and by how much have they reduced it?Few companies are yet able to answer these questions satisfactorily, because they are not taking a theoretical approach to addressing thermal displacement or are not even measuring it. The first thing that needs to be done to ensure smooth startup in the morning and bring the lost time down as close as possible to zero is to investigate and take measurements on the items listed above. Measurements need to be taken in order to determine what kind of thermal displacement is occurring, how it changes over the period between startup and machine stabilisation, how the temperature of the hydraulic fluid changes, whether the lubricating oil has any effect (such as causing the work table to rise or sink), and so forth. Morning startup losses remain at high levels because the measurements described are difficult to perform, the losses have not been accurately identified, and the pace of improvement is slow. These losses need to be identified and reduced as a matter of urgency.
(2) Lack of standard values
Machines are usually run without product for a certain length of time after startup in order to minimise losses, but it is often unclear exactly how long they need to be idled for. There is no hard data to indicate whether 10 minutes, 30 minutes or some other length of time is required, so it is left to the operator’s discretion. If the idling is necessitated by thermal displacement, then it is to some extent unavoidable, but at least a standard minimum time should be established, and steps taken to ensure that it is complied with.
Startup losses tend to be investigated less thoroughly than the other 6 Big Losses because reducing them requires the application of specialised engineering technology and because people are still generally unaware of their importance. A latent time loss of one hour per week may not seem very much compared with the total operating time, particularly if the other 6 Big Losses are still very large; but it will begin to look more and more significant as the other losses decrease. The first thing that must be done is to make the loss visible.
10.2 Strategies for Reducing Startup Losses
11 Reducing Minor Stops
11.1 Minor Stops and Idling
When a problem occurs, a machine may either stop completely for a short time or run empty until it is reset. Stopping completely for a short time is called a ‘minor stop’, and running empty is called ‘idling’, but, for the purpose of this discussion, both of these will be lumped together under the term ‘minor stops’.
(1) When the equipment stops completely
A minor stop may occur when a sensor detects a problem and automatically stops the equipment. Some examples of such problems are:
- Overloading. Automatic packing and assembly machines often stop because of overloading, which can happen when products collide with each other, for instance.
- Quality problems. Automatic assembly machines, transfer machines and other automatic machines often stop when a sensor trips because of a quality problem – for example, when a part drops off a suction pad and an assembly error occurs.
(2) When the equipment runs empty
Equipment runs empty, or idles, when materials stop coming but the machine itself keeps running. This can happen when the mechanism of the equipment makes problems difficult to detect, or if sensors are too costly to install, and it is often not noticed for quite some time. Idling commonly occurs in automatic machinery because of problems with the mechanisms that feed or transport the work.
11.2 Characteristics of Minor Stops
(1) Because minor stops are so easily dealt with, radical solutions are not sought
Being so easily corrected, minor stops tend not to be regarded as a problem. As a result, no permanent solutions are sought, and they are simply tolerated.
(2) They occur in various different ways
Minor stops may occur with certain products or parts but not others, or only on certain machines on certain days. Their apparently random nature inevitably makes them easy to overlook.
(3) Their location constantly changes
Minor stops seldom occur at the same location on a machine. They are more likely to be concentrated in one area at one time and in a different area at another, making it hard to pin them down. They may also be purely chronic, or a mixture of sporadic and chronic.
Minor stops are purely chronic when they occur in one part of the machine, various steps are taken to solve them, and they disappear from that part of the machine only to reappear in another, leaving the overall situation much the same. This happens when attention becomes focused exclusively on one part of the machine while other parts, despite having hidden problems, are ignored. The key to reducing minor stops is to uncover and eliminate every latent defect in any part of the equipment where minor stops might occur, regardless of how often they actually do.
Sometimes, a sporadic minor stop will occur at the same time as a chronic minor stop. The sporadic stop could be due to a faulty part or an incorrectly installed jig; but whatever its cause, it is a different phenomenon from the chronic one and manifests
itself in a different way. It is important to distinguish between them quickly and take the appropriate corrective action.
(4) They are difficult to quantify
Although logging details of the location of minor stops, the number of times they occur, and the time taken to correct them, etc., is practicable over short periods, it is much more difficult to do so continuously for a long time. It is possible if each operator or operating team looks after a single piece of equipment, but difficult when they are responsible for several machines. Although the losses due to minor stops can be calculated from the net operating time and the output, this does not convey anything about the actual number of occurrences. Some companies install automatic counters to obtain this information.
11.3 Some Common Issues Associated with Minor Stops
11.4 Strategies for Reducing Minor Stops
(1) Analyse phenomenon and workpiece behaviour
Although the most important thing in reducing minor stops is to observe them actually happening, the opportunities for doing this are limited, making it difficult to devise precisely-targeted remedial action. Phenomena should be videoed (using high- speed cameras for very fast minor stops) in order to obtain a correct understanding of the mechanism by which they occur. However, observing the workpieces or products even in the absence of a minor stop (their movement, orientation, angle, etc. and whether they bounce, ride up, vibrate and so forth) in order to identify patterns of behaviour is also helpful. Each action of the equipment (the timing and angle of its contact with the product, its speed of movement, shock, vibration, variability in stopping position, etc.) should also be closely observed. Even when the products and the equipment appear to be moving in the same way all the time, close observation will reveal subtle patterns that can shed light on the mechanism behind the phenomenon.
Observations like these should thus be used to elucidate the mechanism by which the minor-stop phenomenon occurs – theoretical explanations should be found for why the products move as they do, while subtle deficiencies in the way the machine performs each of its actions should be identified, and possible causes of those deficiencies in terms of the way the machine is constructed should be investigated.
To summarise, the minor stop phenomenon, the behaviour of the products, and the individual movements of the equipment should be observed in order to understand the mechanism producing a minor stop. Careful observation of the products and the equipment often enables the causes to be identified.
(2) Correct slight defects
Slight equipment defects are such a common cause of minor stops that the first thing to do in reducing the latter is to find and correct every slight defect on every part of the equipment that could possibly come into contact with the product. In some cases, a single slight defect causes a minor stop, while in others, a number of them act together. For example, when parts are supplied to a machine by an automatic parts feeder, there may be a very slight misalignment between the bowl and the chute, creating a small step at the point where the chute joins the bowl. Normally, this might not be a problem, but if some of the parts have small burrs on them, one of these could catch on the step, jamming the chute and causing a minor stop.
Spotting slight equipment defects entails detecting the subtlest of surface blemishes, which may require magnification, the development of new measurement techniques, sharpening the senses of the operators, or otherwise increasing the precision of observation and analysis. It is particularly important to establish clear standards of judgment for slight defects that cannot be quantified, when the human senses afford the only means of discriminating between what is acceptable and what is not.
The following approaches should be used when searching for slight equipment defects, because they will only be detected if the equipment and the materials that it processes are looked at in a new and different light:
- Search with an awareness of the problem in mind
- Compare the equipment in its present state with what it would be like if it were in perfect condition
- Treat as a defect anything that could reasonably give rise to suspicion
Finding and correcting slight equipment defects in the way described above can halve the rate of occurrence of minor stops and eliminate them from certain parts of the machine. This is why it is so important to spot and deal with even the tiniest blemish (including ones that are so slight as to make it very difficult to decide whether they could be called a defect or not) on any part of the equipment that could come into contact with the product.
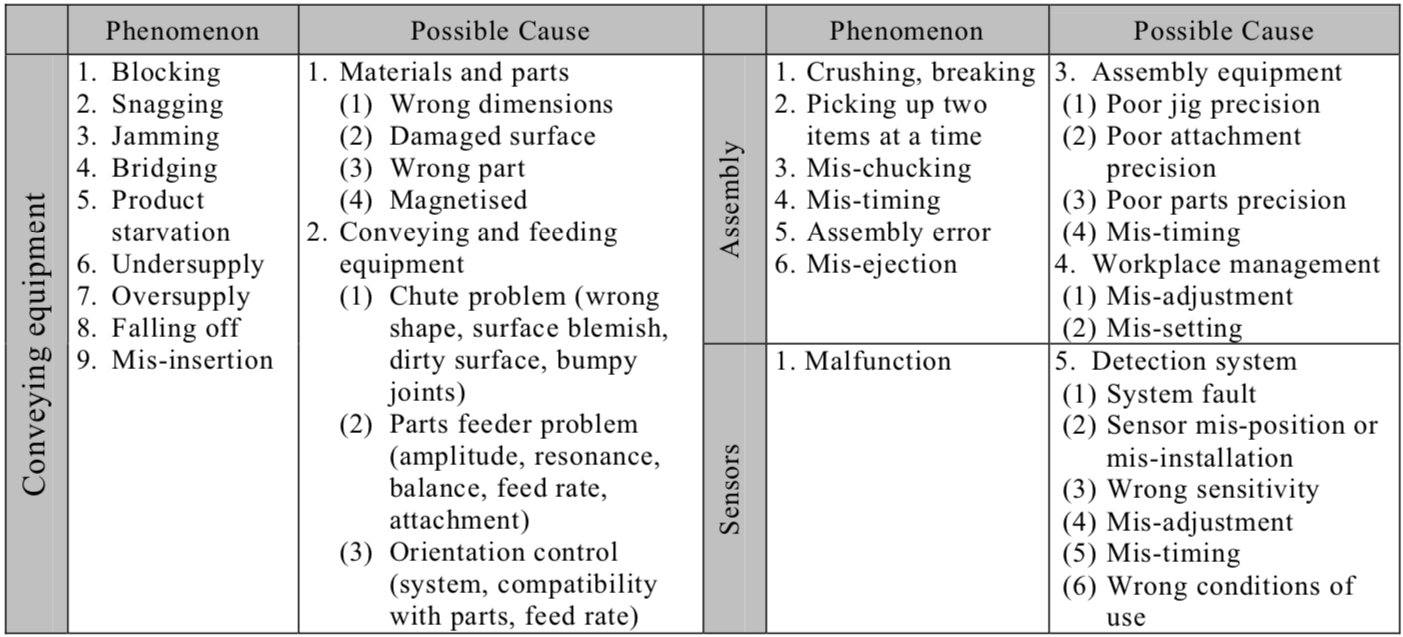
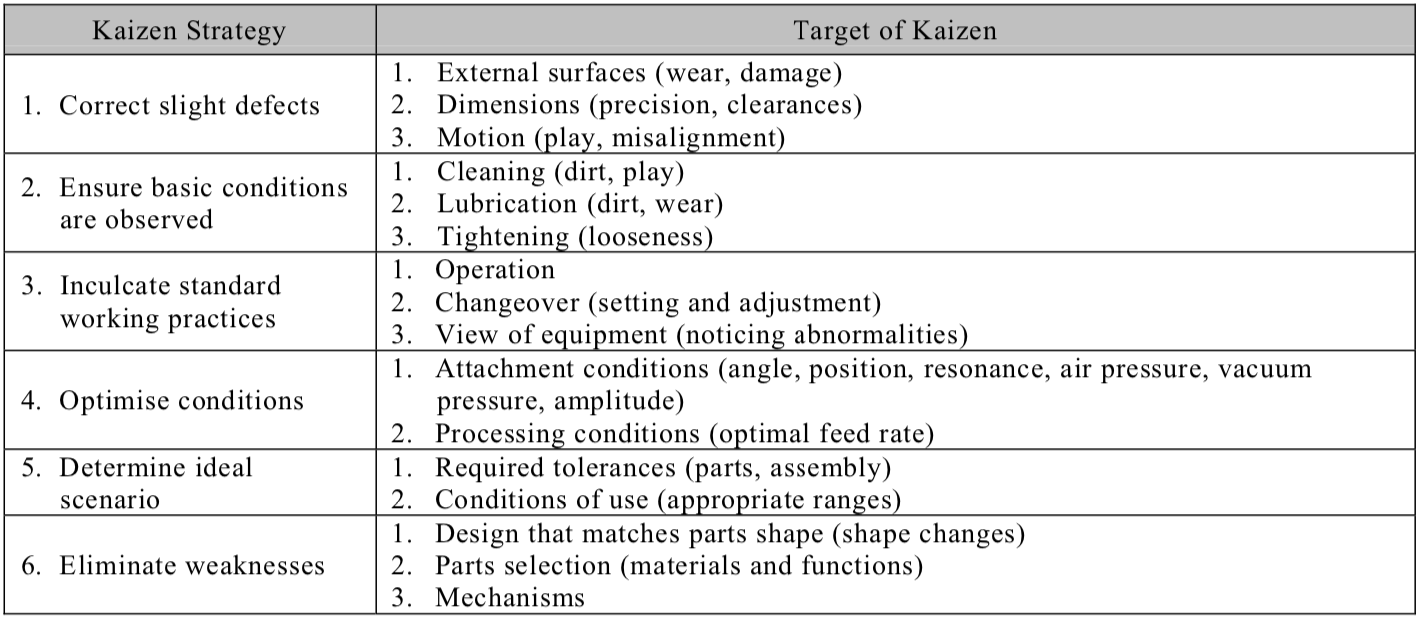
The purpose behind correcting slight equipment defects is to minimise minor stops whose location and rate of occurrence change from day to day or from lot to lot. It reduces the number of possible causes, and forces the minor stops to appear in a different guise (see Tables 4.18 and 4.19).
(3) Ensure that basic conditions are observed
In many cases, minor stops occur because basic workplace conditions (cleaning, lubricating and tightening) are not properly observed. Minor stops are inevitable if the equipment is never cleaned, is not properly lubricated, or slackness, play and vibration are left unchecked. Sustaining basic conditions must be integrated into the workplace culture in order to prevent this.
(4) Inculcate standard working practices
The rate of occurrence of minor stops is often affected by the way in which changeovers (including adjustments) are performed. Even the same operator can produce different results on different days depending on the quality of his or her work. This means that the methods used to set up and adjust the machines must be reviewed to ensure that they are correct; all too often, operators forget to do things the way they have been taught, or believe they know a better way of doing it. A thorough review should be implemented to ensure that this does not happen.
Eliminating slight equipment defects and ensuring that basic equipment conditions and standard working practices are observed will alter the nature, location and frequency of minor stops but will not usually eliminate them. Further reductions require a deep analysis of the phenomenon.
(5) Optimise conditions
Before thinking about modifying equipment, jigs or tools, the processing conditions and the conditions under which the components and units have been installed should be reviewed. Processing conditions are physical characteristics such as air pressure, vacuum pressure, amplitude, feed rate and so on, while installation conditions include positions, angles, and resonance. Existing conditions will often simply have been set by extrapolation from those used in the past and may not necessarily be the best. They should be carefully reviewed, and the optimal conditions determined by trial and error or from the results of experiments and tests.
(6) Eliminate weaknesses
If minor stops fail to decrease even after the strategies described above have been applied, it is usually because there are problems with the design of the equipment, jigs, tools or detection systems used; for example, minor stops often occur when jigs are mismatched to the parts they are supposed to hold. Sometimes, minor stops occur because weaknesses in the design of the equipment are not recognised, or because the design of the equipment makes it very difficult for the operators to adjust it correctly. In cases like this, the design weaknesses must be accurately identified and corrective action taken. Generally speaking, design problems are unique to individual products rather than applying to a range of different ones.
It is important to follow the preliminary steps of correcting slight defects, ensuring that basic conditions are observed and so on before modifying the equipment’s design. It is a mistake to start with design modification, because problems are not usually due to design weaknesses on their own but rather to a combination of these with other factors that could be eliminated by restoring the equipment. If not removed, these other factors obscure the problem, making it impossible to identify the design weakness precisely.
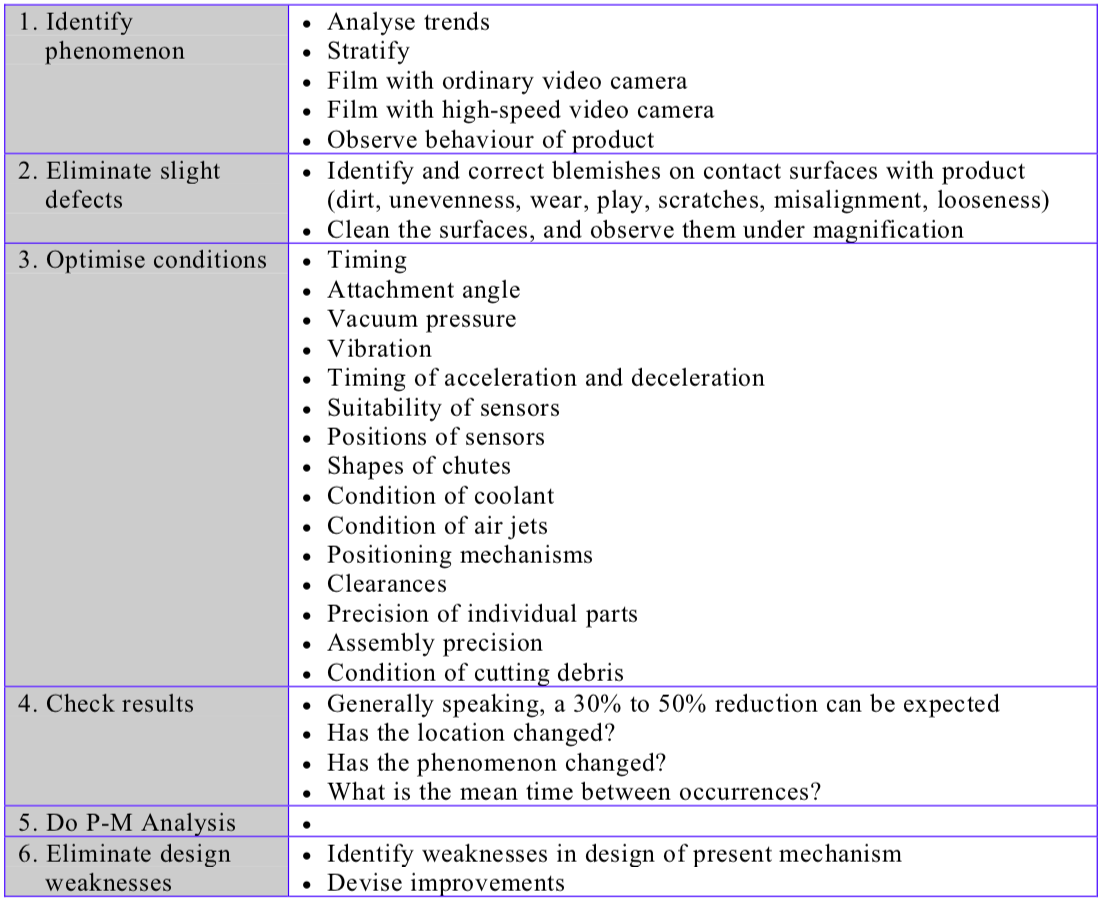
Table 4.20 shows the procedure by which minor stops should be tackled.







4M Analysis Process: Root Cause Guide for Manufacturing
Learn how to use 4M Analysis to find manufacturing root causes across People, Machine, Method, and Material with diagrams, examples, and checklist.


